
B125 (~5 x D) • K715 • A-Şaft • TF Matkaplar
TF Matkaplar • Titanyum malzemeler • İçten soğutmalı
Özellikler ve avantajlar
- TF matkaplar, içten soğutmalı titanyum malzemeler için uygun.
- İki kesme kenarlı matkaplara göre daha yüksek ilerleme oranları için, üç kesme kenarlı, malzemeye özel SC matkap.
- Hızlı talaş boşaltma için üç geniş kanal.
- Üç adet kenar boşluğu zırhları iki kanallı matkaplardan daha iyi delik kalitesi ve dik doğruluk sağlar.
- Daha iyi talaş boşaltma sağlayan içten soğutmalı tasarım daha derin delikler delinmesini, kesme kenarlarının daha etkin soğutulmasını ve daha uzun takım ömrü sağlar.
- K715 ince taneli karbür kalitesi, titanyum delme uygulamaları için en uygun tokluk ve aşınma direnci birleşimidir.
Kullanım ve uygulama alanları
Drilling
Drilling: Inclined Exit
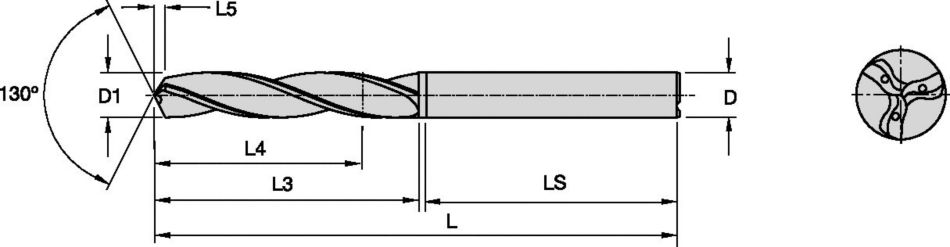
Tool Dimensions: 3flute/3margin/coolant
Drilling - Through Coolant
Shank - Cylindrical Plain ≤h6
Helix Angle: 30°
Drilling: Cross-Hole Drilling
 <="" td="">
<="" td=""> <="" td="" />
<="" td="" /> <="" td="">
<="" td=""> <="" td="" />
<="" td="" />