
B225_HP (~5 x D) • KCPK15 • F-Şaft • HP Beyond Matkaplar
HP Beyond™ Matkaplar • Çelik • İçten soğutmalı
Özellikler ve avantajlar
- HP Beyond matkaplar, içten soğutmalı çelik için uygun.
- Standart içten soğutmalı veya az miktarda yağlama özellikli, alaşımsız ve alaşımlı çelik malzemeleri çok yüksek hızda delen, malzemeye özel SC matkap.
- HP uç, kanal geometrisi gibi benzersiz Kennametal teknolojilerini ve yeni bir Beyond kalitesini bir araya getiren B22_HP, üstün yüksek hacimli üretim takımıdır.
- HP uç aşamalı kesme açısıyla yüksek ilerleme oranları sağlar.
- KCPK15™ kalitesi az miktarda yağlama özellikli uygulamalarda da yüksek kesme hızları sağlayan, çoklu katmanlı, yüksek ısıl sertliği olan TiAlN esaslı bir kaplamadır.
- Yüksek düzeyde parlatılmış yüzey düşük basınçlı soğutma sıvısı uygulandığında da üstün talaş boşaltma sağlar.
Kullanım ve uygulama alanları
Drilling
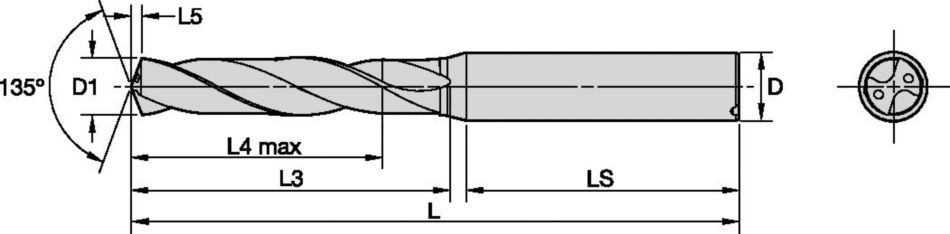
Tool Dimensions: 2flute/2margin/coolant
DIN number 6535
DIN number 6537
Drilling - Through Coolant
Through Coolant: MQL (Minimum Quantity Lubricant): Drilling
Shank - Cylindrical Whistle Notch 2°
Helix Angle: 30°
 <="" td="">
<="" td=""> <="" td="" />
<="" td="" />