
B256 (~8 x D) • KC7315 • A-Şaft • SE Matkaplar
SE Dört kenar boşluklu matkaplar • Çelik • İçten soğutmalı
Özellikler ve avantajlar
- Çelik için, içten soğutmalı, dört kenar boşluklu SE matkaplar.
- Piston kollarında olduğu gibi mükemmel talaş kaldırma oranlarıyla birlikte yüksek doğruluk ve tutarlılıkta delik dikliği gerektiren orta Boy/Çap uygulamaları için, uygulamaya özel SC matkap.
- Oyulmuş kenarlı SE matkap ucu tasarımı, yüksek ilerleme oranları sağlar.
- KC7315™ kalitesi, %30 daha yüksek kesme hızı ve değişmez takım ömrü sağlayan, çok katmanlı, yüksek ısıl sertliği olan TiAlN esaslı bir kaplamadır.
- Çakışan deliklerde yapılan delme işlemlerinde, delik doğruluğunu (diklik) ve hizalamasını iyileştiren dört kenar boşluğu zırhına sahiptir.
Kullanım ve uygulama alanları
Drilling
Drilling: Inclined Exit
Drilling: Stacked Plates
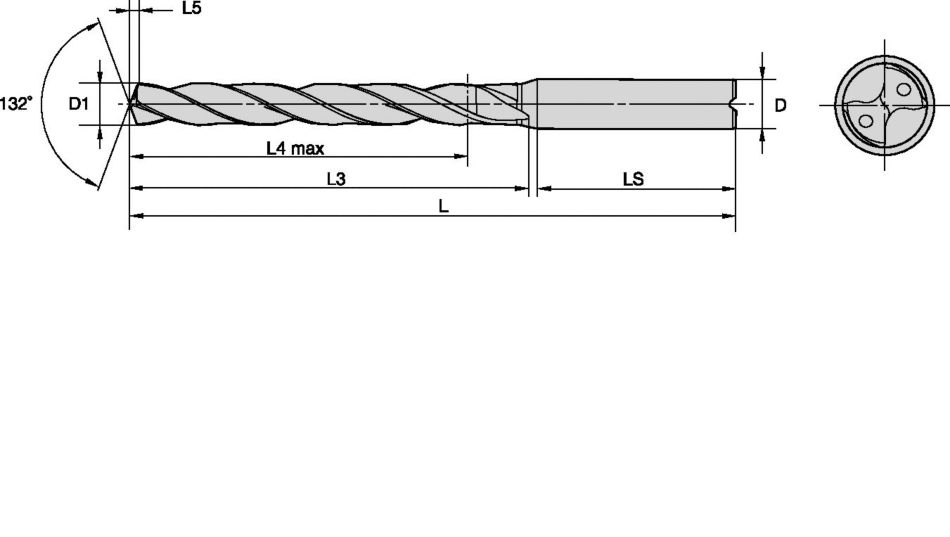
Tool Dimensions: 2flute/4margin/coolant
DIN number 6535
Drilling - Through Coolant
Through Coolant: MQL (Minimum Quantity Lubricant): Drilling
Shank - Cylindrical Plain ≤h6
Helix Angle: 30°
Drilling: Cross-Hole Drilling
 <="" td="">
<="" td=""> <="" td="" />
<="" td="" />