
B285_HP (~5 x D) • D-Şaft • HPS Beyond™ Matkaplar
HPS Beyond™ Matkaplar • Alüminyum • İçten soğutmalı
Özellikler ve avantajlar
- HPS Beyond™ matkaplar, az miktarda yağlama ile alüminyum işleme için uygun.
- Yüksek düzeyde parlatılmış yüzeye sahip, malzemeye özgü SC matkap az miktarda yağlama yöntemi ile soğutma sıvısı uygulandığında da üstün talaş boşaltma sağlar ve kesme kenarında talaş yapışmasını engeller.
- Keskin kesme kenarı, alüminyum ve diğer demir dışı malzemelerde daha uzun takım ömrü sağlar.
- HP uç aşamalı kesme açısıyla yüksek ilerleme oranları sağlar.
- Genişletilmiş kanal tasarımı hızlı talaş boşaltma ve yüksek talaş kaldırma oranları sağlar.
- DIN 69090-3 standarda göre (Az miktarda yağlama için yuvarlak silindirik) arka uçta genişletilmiş pah kenarı sızıntısız şekilde en uygun soğutma sıvısı akışını sağlar.
Kullanım ve uygulama alanları
Drilling: Stacked Plates
Drilling
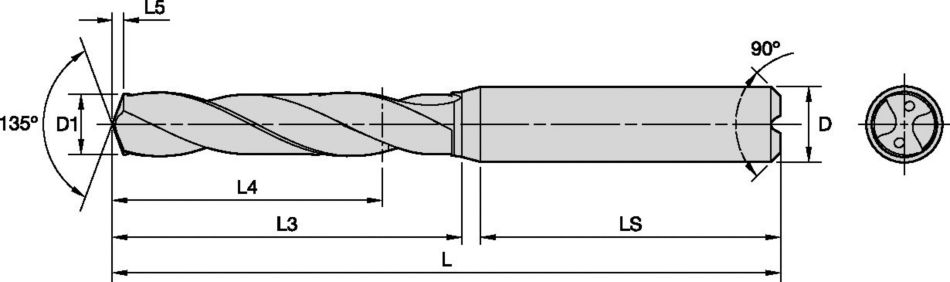
Tool Dimensions: 2flute/2margin/coolant
DIN number 6535
DIN number 6537
Drilling - Through Coolant
Through Coolant: MQL (Minimum Quantity Lubricant): Drilling
Shank - Cylindrical Plain ≤h6
Helix Angle: 30°
DIN Numbers: ER Collet
 <="" td="">
<="" td=""> <="" td="">
<="" td=""> <="" td="" />
<="" td="" />