
B292_YPL (~5 x D) • KCMS15 • A-Şaft • Y-TECH™ Matkaplar
Y-TECH™ Matkaplar • İşlemesi zor malzemeler • İçten soğutmalı
Özellikler ve avantajlar
- Y-TECH™ matkaplar, içten soğutmalı işlemesi zor malzemeler için uygun.
- Paslanmaz çelik, ısıl dirençli alaşımlar ve işlenmesi zor malzemeleri delmek için tasarlanmış, malzemeye veya uygulamaya özel SCC matkap.
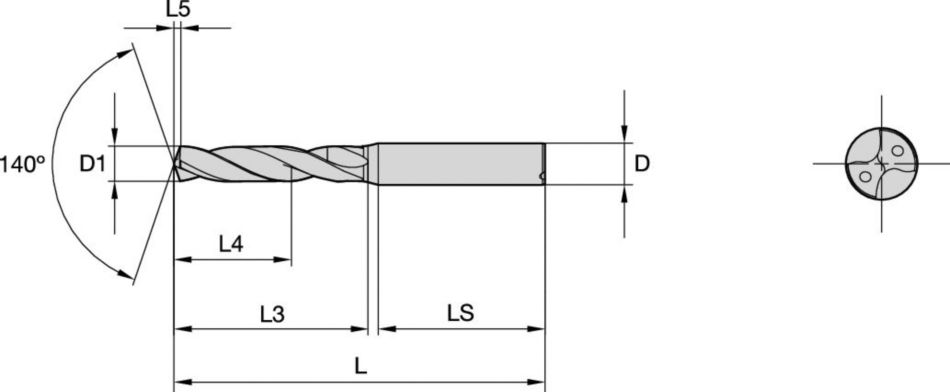
- Kanallar arasında eşit olmayan açıya sahip Y-TECH teknolojisi, tasarım itibarıyla dengesiz kuvvetler oluşturarak kenar boşluğu zırhlarında talaş kaynamasının önüne geçer.
- Üç kenar boşluğu zırhları, kuvvetleri üçüncü kenar boşluğuna yönlendirip sarkaç hareketini azaltır ve bu nedenle çelikde de üstün delik dik doğruluğu sağlanır (silindirlik, tutarlı çap ve delik dik doğruluğu).
- KCMS15 grade is a Monolayer PVD AlTiN coated fine grain carbide with superior surface finish. First choice for stainless steel, high-temperature resistant materials. The coating offers high hardness and excellent wear resistance as well as enhanced high-temperature properties increasing its applicability also to MQL machining of steel.
Kullanım ve uygulama alanları
Drilling
Tool Dimensions: 2flute/3margin/coolant
DIN number 6535
DIN number 6537
Drilling - Through Coolant
Through Coolant: MQL (Minimum Quantity Lubricant): Drilling
Shank - Cylindrical Plain ≤h6
Helix Angle: 30°
 <="" td="">
<="" td=""> <="" td="" />
<="" td="" />