

KenDrill™ FBG • 3 x D • Internal Coolant • Straight Shank • Metric
180° Düz uçlu matkaplar • İçten soğutmalı
Özellikler ve avantajlar
- Düz uçlu matkaplar, içten soğutmalı
- İki işlemi bir araya getiren, uygulamaya özel SC matkaplar:
1) Düz uçlu delme işlemlerinde veya eğimli ya da kavisli bir yüzeyi delme işlemi için hazırlık aşamasında 180° parmak frezeyi ortadan kaldırır.
2) Matkap tam silindirik girişin ardından normal karbür delme parametrelerinde ilerler. - Merkez üzerinde iki etkin kesme kenarı olan benzersiz FB matkap tepe uç tasarımı yüksek ilerleme oranları sağlar.
- Dış çaptan merkeze tam bir düz tabanlı delik oluşturur.
- Dört kenar boşluğu zırhlı tasarım delik dik doğruluğunu ve daireselliğini iyileştirir ve çakışan delikleri delmede de iyi hizalama sağlar.
- Üç kalite geometri birleşimi mevcuttur ve böylelikle en yaygın kullanılan malzemeleri kapsar.
Kullanım ve uygulama alanları
Drilling
Drilling: Inclined Entry
Drilling: Inclined Exit
Drilling: Flat Bottom
Drilling: Convex
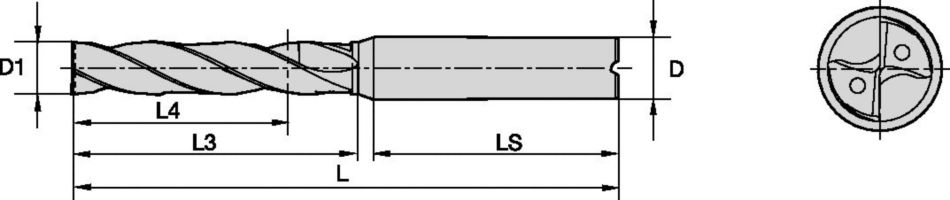
Tool Dimensions: 2flute/4margin/coolant
DIN number 6535
DIN number 6537
Drilling - Through Coolant
Through Coolant: MQL (Minimum Quantity Lubricant): Drilling
Corner Style: Corner Chamfer
Shank - Cylindrical Plain ≤h6
Helix Angle: 30°
Corner Style: Corner Chamfer
Corner Style: Square End
Drilling Depth: 3x
Counter Boring
Drilling: Cross-Hole Drilling
 <="" td="">
<="" td=""> <="" td="" />
<="" td="" />