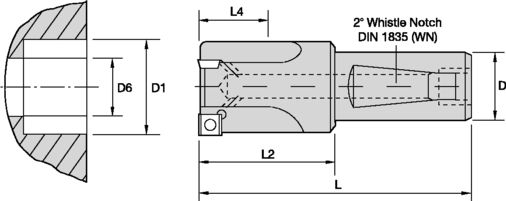
S2S Whistle NotchWN şaft • Metrik
CTR™ • Havşa frezesi
Özellikler ve avantajlar
- CTR Delik genişletme takımları, yüksek üretime yönelik vida başı havşa delikleri ve benzeri delik genişletme işlemleri için tasarlanmıştır.
- Son derece eşit olmayan aralıklı kesici uç konumlaması ve kanallar.
- S2 S Kesici uçlar ile ek delme işlemleri azaltılarak, hassas bir 90° dik kenarlı aban elde edilir.
- Delik genişletme takımı, kesici uç vidaları ve torx anahtarı ile birlikte sevk edilir.
Kullanım ve uygulama alanları
Coolant - Through Coolant
Shank - Cylindrical Whistle Notch™
Counter Boring
Flute Configuration: 2
Flute Configuration: 3