
DUO-LOCK™ • HARVI™ I • Pahlı • 4 Kanal • Metrik
Modüler parmak freze uygulaması • UKDV Tip
Özellikler ve avantajlar
- Çeliklerde ve paslanmaz çeliklerde kaba işleme ve hassas son işleme için modüler parmak freze.
- Merkezden kesme.
- Asimetrik bölüntülü kanal aralığı ve değişken helis yapılandırması daha düz hassas ve yumuşak işleme için darbe titreşimlerini ve harmonikleri en aza indirir.
Kullanım ve uygulama alanları
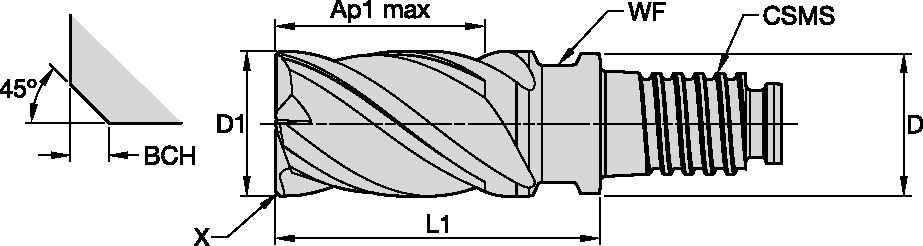
Helix Angle: 37°/39°
Plunge Milling
Ramping: Blank
Slotting: Square End
Side Milling/Shoulder Milling: Square End
Tool Dimensions: Flute Configuration: 4
Corner Style: Corner Chamfer
 <="" td="">
<="" td=""> <="" td="">
<="" td=""> <="" td="" />
<="" td="" />