Hoş Geldiniz
Lütfen tercihlerinizi onaylayın
Tercihleri Güncelle
Ürün Önerileri
Product Family suggestions
Merhaba, User Name
Seçtiğiniz Hesap:
There is an issue with your account. Please contact customer support.
Sold To Account
Hesabı Değiştir
Ship To Account
Hesabı Değiştir
- Kontrol Paneli
- Siparişleri Yönet
- Kanalları Yönet
- Adres Defteri
-
Bildirimler
Tümünü okundu olarak işaretle - Sık Kullanılanlar
- Parolayı Değiştir
- Profilim
- Oturumu Kapat
Ürün(ler)
sepete başarıyla eklendi
Sepeti Görüntüle
Sepeti Görüntüle
2024'e Delik İşleme Takımlarında Müthiş Kazanımlarla Başlayın.
Şimdi Satın Alın.
Ürün(ler)
sepete başarıyla eklendi
Sepeti Görüntüle
Sepeti Görüntüle
Editing Solution
Adding Solution
Solution Name: {{SolutionName}}- Ürünler
- /
- DUO-LOCK™ • HARVI™ III • Ball Nose • 6 Flutes • Inch
Sending to SolidCAM in progress...
Downloaded file will be available after import in the SolidCAM tool library.

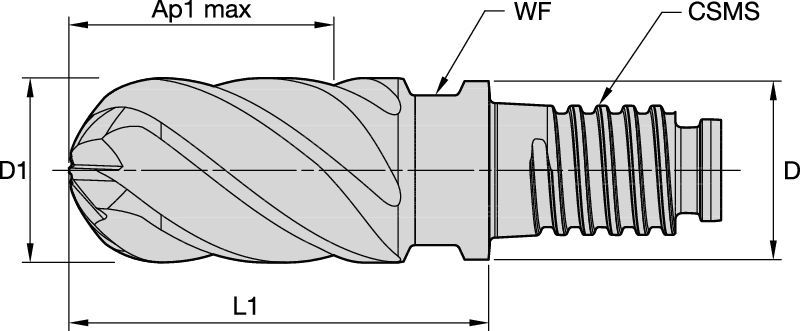
DUO-LOCK™ • HARVI™ III • Ball Nose • 6 Flutes • Inch
HARVI III Ball Nose • UJBV • Unequal Flute Spacing • Eccentric Relief
Özellikler ve avantajlar
- Unequal flute spacing and variable helix configuration minimize chatter and harmonics for smoother machining.
- Center cutting.
- Optimized geometry for titanium machining.
- Single tool for both roughing and finishing, reducing setups.
- Standard items listed. Additional styles and coatings made-to-order.
Kullanım ve uygulama alanları
Helix Angle: 37°/39°
Side Milling/Shoulder Milling: Ball Nose
3D Profiling
Tool Dimensions: Flute Configuration: 6
Corner Style: Ball Nose
| End Mill Tolerances | |
| D1 | tolerance e8 |
| 13/32
|
-0,00126"/-0,00232" |
| 23/32
|
-0,00157"/-0,00287" |
|
|
-0,00197''/-0,00350'' |
HARVI III Ball Nose • UJBV • Unequal Flute Spacing • Roughing
| Material
|
 <="" td=""> <="" td=""> |  <="" td="" /> <="" td="" /> |
||||||||||||||||
| Side Milling (A) | short | medium | long | Recommended feed per tooth (IPT = inch/th) for side milling (A). | ||||||||||||||
| A | adapter reach | D1
|
||||||||||||||||
| KCSM15 | KCSM15 | KCSM15 | ||||||||||||||||
| Cutting Speed
|
Cutting Speed
|
Cutting Speed
|
frac. | 3/8 | 1/2 | 5/8 | 3/4 | 1 | ||||||||||
| ap | ae | Min | Max | Min | Max | Min | Max | dec. | .3750 | .5000 | .6250 | .7500 | 1.2500 | |||||
| P | 0 | Ap max | 0.4 x D | 490 | – | 660 | 441 | – | 594 | 441 | – | 594 | IPT | .0023 | .0029 | .0034 | .0037 | .0042 |
| 1 | Ap max | 0.4 x D | 490 | – | 660 | 441 | – | 594 | 441 | – | 594 | IPT | .0023 | .0029 | .0034 | .0037 | .0042 | |
| 2 | Ap max | 0.4 x D | 460 | – | 620 | 414 | – | 558 | 414 | – | 558 | IPT | .0023 | .0029 | .0034 | .0037 | .0042 | |
| 3 | Ap max | 0.4 x D | 390 | – | 520 | 351 | – | 468 | 351 | – | 468 | IPT | .0019 | .0025 | .0029 | .0033 | .0041 | |
| 4 | Ap max | 0.4 x D | 300 | – | 490 | 270 | – | 441 | 270 | – | 441 | IPT | .0017 | .0022 | .0026 | .0029 | .0034 | |
| 5 | Ap max | 0.4 x D | 200 | – | 330 | 170 | – | 280.5 | 160 | – | 264 | IPT | .0016 | .0020 | .0023 | .0026 | .0033 | |
| 6 | Ap max | 0.4 x D | 160 | – | 250 | 136 | – | 212.5 | 128 | – | 200 | IPT | .0013 | .0016 | .0019 | .0021 | .0024 | |
| M | 1 | Ap max | 0.4 x D | 300 | – | 380 | 240 | – | 304 | 210 | – | 266 | IPT | .0019 | .0025 | .0029 | .0033 | .0041 |
| 2 | Ap max | 0.4 x D | 200 | – | 260 | 160 | – | 208 | 140 | – | 182 | IPT | .0016 | .0020 | .0023 | .0026 | .0033 | |
| 3 | Ap max | 0.4 x D | 200 | – | 230 | 160 | – | 184 | 140 | – | 161 | IPT | .0013 | .0016 | .0019 | .0021 | .0024 | |
| K | 1 | Ap max | 0.4 x D | 390 | – | 490 | 351 | – | 441 | 351 | – | 441 | IPT | .0023 | .0029 | .0034 | .0037 | .0042 |
| 2 | Ap max | 0.4 x D | 360 | – | 460 | 324 | – | 414 | 324 | – | 414 | IPT | .0019 | .0025 | .0029 | .0033 | .0041 | |
| 3 | Ap max | 0.4 x D | 360 | – | 430 | 324 | – | 387 | 324 | – | 387 | IPT | .0016 | .0020 | .0023 | .0026 | .0033 | |
| S | 1 | Ap max | 0.4 x D | 160 | – | 300 | 128 | – | 240 | 96 | – | 180 | IPT | .0019 | .0025 | .0029 | .0033 | .0041 |
| 2 | Ap max | 0.4 x D | 80 | – | 130 | 64 | – | 104 | 48 | – | 78 | IPT | .0010 | .0013 | .0015 | .0018 | .0022 | |
| 3 | Ap max | 0.4 x D | 80 | – | 130 | 64 | – | 104 | 48 | – | 78 | IPT | .0010 | .0013 | .0015 | .0018 | .0022 | |
| 4 | Ap max | 0.4 x D | 160 | – | 200 | 128 | – | 160 | 96 | – | 120 | IPT | .0014 | .0018 | .0021 | .0024 | .0030 | |
| H | 1 | Ap max | 0.4 x D | 260 | – | 460 | 208 | – | 368 | 156 | – | 276 | IPT | .0017 | .0022 | .0026 | .0029 | .0034 |
| 2 | Ap max | 0.4 x D | 230 | – | 390 | 184 | – | 312 | 138 | – | 234 | IPT | .0013 | .0016 | .0019 | .0021 | .0024 | |
HARVI III Ball Nose • UJBV • Unequal Flute Spacing • Finishing
| Material
|
<="" td=""> | <="" td="" /> |
||||||||||||||||
| Side Milling (A) | short | medium | long | Recommended feed per tooth (IPT = inch/th) for side milling (A). | ||||||||||||||
| A | adapter reach | D1
|
||||||||||||||||
| KCSM15 | KCSM15 | KCSM15 | ||||||||||||||||
| Cutting Speed
|
Cutting Speed
|
Cutting Speed
|
frac. | 3/8 | 1/2 | 5/8 | 3/4 | 1 | ||||||||||
| ap | ae | Min | Max | Min | Max | Min | Max | dec. | .3750 | .5000 | .6250 | .7500 | 1.2500 | |||||
| P | 0 | Ap max | 0.06 x D | 940 | – | 1250 | 846 | – | 1125 | 846 | – | 1125 | IPT | .0028 | .0035 | .0040 | .0045 | .0050 |
| 1 | Ap max | 0.06 x D | 940 | – | 1250 | 846 | – | 1125 | 846 | – | 1125 | IPT | .0028 | .0035 | .0040 | .0045 | .0050 | |
| 2 | Ap max | 0.06 x D | 870 | – | 1180 | 783 | – | 1062 | 783 | – | 1062 | IPT | .0028 | .0035 | .0040 | .0045 | .0050 | |
| 3 | Ap max | 0.06 x D | 750 | – | 1000 | 675 | – | 900 | 675 | – | 900 | IPT | .0023 | .0029 | .0035 | .0039 | .0049 | |
| 4 | Ap max | 0.06 x D | 560 | – | 940 | 504 | – | 846 | 504 | – | 846 | IPT | .0021 | .0026 | .0031 | .0034 | .0041 | |
| 5 | Ap max | 0.06 x D | 370 | – | 620 | 314.5 | – | 527 | 296 | – | 496 | IPT | .0019 | .0024 | .0028 | .0031 | .0040 | |
| 6 | Ap max | 0.06 x D | 310 | – | 470 | 263.5 | – | 399.5 | 248 | – | 376 | IPT | .0016 | .0020 | .0023 | .0025 | .0029 | |
| M | 1 | Ap max | 0.06 x D | 560 | – | 720 | 448 | – | 576 | 392 | – | 504 | IPT | .0023 | .0029 | .0035 | .0039 | .0049 |
| 2 | Ap max | 0.06 x D | 370 | – | 500 | 296 | – | 400 | 259 | – | 350 | IPT | .0019 | .0024 | .0028 | .0031 | .0040 | |
| 3 | Ap max | 0.06 x D | 370 | – | 440 | 296 | – | 352 | 259 | – | 308 | IPT | .0016 | .0020 | .0023 | .0025 | .0029 | |
| K | 1 | Ap max | 0.06 x D | 750 | – | 940 | 675 | – | 846 | 675 | – | 846 | IPT | .0028 | .0035 | .0040 | .0045 | .0050 |
| 2 | Ap max | 0.06 x D | 690 | – | 870 | 621 | – | 783 | 621 | – | 783 | IPT | .0023 | .0029 | .0035 | .0039 | .0049 | |
| 3 | Ap max | 0.06 x D | 690 | – | 810 | 621 | – | 729 | 621 | – | 729 | IPT | .0019 | .0024 | .0028 | .0031 | .0040 | |
| S | 1 | Ap max | 0.06 x D | 310 | – | 560 | 248 | – | 448 | 186 | – | 336 | IPT | .0023 | .0029 | .0035 | .0039 | .0049 |
| 2 | Ap max | 0.06 x D | 160 | – | 250 | 128 | – | 200 | 96 | – | 150 | IPT | .0012 | .0016 | .0019 | .0021 | .0027 | |
| 3 | Ap max | 0.06 x D | 160 | – | 250 | 128 | – | 200 | 96 | – | 150 | IPT | .0012 | .0016 | .0019 | .0021 | .0027 | |
| 4 | Ap max | 0.06 x D | 310 | – | 370 | 248 | – | 296 | 186 | – | 222 | IPT | .0017 | .0022 | .0026 | .0029 | .0036 | |
| H | 1 | Ap max | 0.06 x D | 500 | – | 870 | 400 | – | 696 | 300 | – | 522 | IPT | .0021 | .0026 | .0031 | .0034 | .0041 |
| 2 | Ap max | 0.06 x D | 440 | – | 750 | 352 | – | 600 | 264 | – | 450 | IPT | .0016 | .0020 | .0023 | .0025 | .0029 | |