
F4AW...WX — Küresel başlı — Konik parmak freze — Güç üretim ünitesi için (4 kanallı , 38° Helis) • Metrik
HARVI I • F4AW..AWL38-WX38 • Eşit olmayan kanal boşluğu • Konik küresel başlı
Özellikler ve avantajlar
- Merkezden kesme.
- Eşit olmayan kanal boşluğu, daha pürüzsüz işleme için kavrama ve salınım titreşimini en aza indirir.
- Daha az kurulum gerektiren hem kaba ve hem de hassas son işleme uygulamaları için tek bir takım.
- Kenar frezeleme, kanal açma ve 3D frezeleme.
Kullanım ve uygulama alanları
Side Milling/Shoulder Milling: Ball Nose
3D Profiling
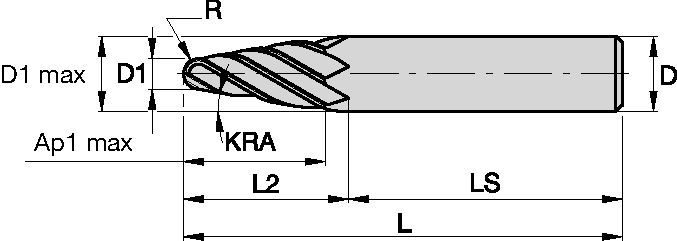
Tool Dimensions: Flute Configuration: 4
Helix Angle: 38°
 <="" td="">
<="" td=""> <="" td="" />
<="" td="" />