
HARVI I™ • F4BS.. WM-WX-WL • Eşit olmayan kanal boşluğu • Genişletilmiş boyun • Talaş kırıcı • Metrik
HARVI I • F4BS.. WM-WX-WL • Eşit olmayan kanal boşluğu • Boyunlu • Talaş kırıcı
Özellikler ve avantajlar
- Kennametal standart ölçüleri.
- Merkezden kesme.
- Eşit olmayan kanal boşluğu, daha pürüzsüz işleme için kavrama ve salınım titreşimini en aza indirir.
- Talaş kırıcı profil.
Kullanım ve uygulama alanları
Trochoidal Milling
Ramping: Blank
Slotting: Square End
Side Milling/Shoulder Milling: Square End
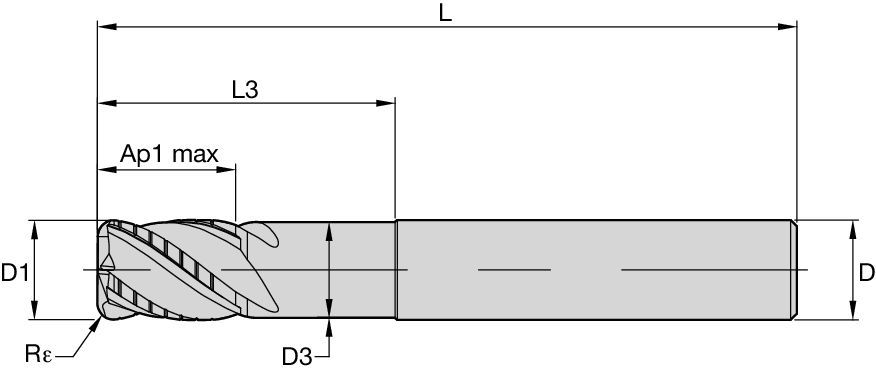
Tool Dimensions: Flute Configuration: 4
Helix Angle: 38°
Corner Style: Corner Radius
 <="" td="">
<="" td=""> <="" td="">
<="" td=""> <="" td="" />
<="" td="" />