
HARVI™ III • Radyüslu • 6 Kanal • Boyunlu • Safe-Lock™ Şaft • Metrik
Maksimum talaş kaldırma oranları ile yüksek ilerleme özellikli kaba işleme ve hassas son işleme için HARVI™ III Karbür parmak freze
Özellikler ve avantajlar
- Çelik, paslanmaz çelik ve ısıl dirençli alaşımlar için mükemmel yüzeylere sahip çok yönlü karbür parmak freze.
- HARVI™ III Karbür parmak frezeler, dinamik frezeleme de dahil olmak üzere çeşitli işlemleri kapsar.
- HARVI™ III Karbür parmak frezeler, en yüksek ilerleme hızlarında titreşimsiz ve tırlamasız işleme için eşit olmayan kanal aralığına sahiptir.
- Daha yüksek kesme kenarı kararlılığı ve daha yüksek ilerleme oranları için merkezden kaçık sırt düşürme taşlaması
- Takımın tutucudan istemdışı dışarı çıkmasını engellemek için Safe-Lock.
- Dalma ve eğimli işleme uygulamaları için merkezden kesme.
Kullanım ve uygulama alanları
Trochoidal Milling
Ramping: Blank
Side Milling/Shoulder Milling: Square End
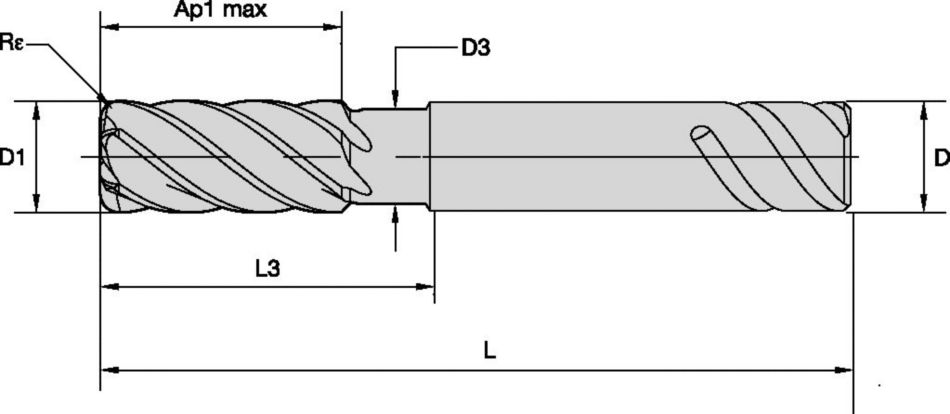
Tool Dimensions: Flute Configuration: 6
Helix Angle: 38°
Corner Style: Corner Radius
 <="" td="">
<="" td="">