
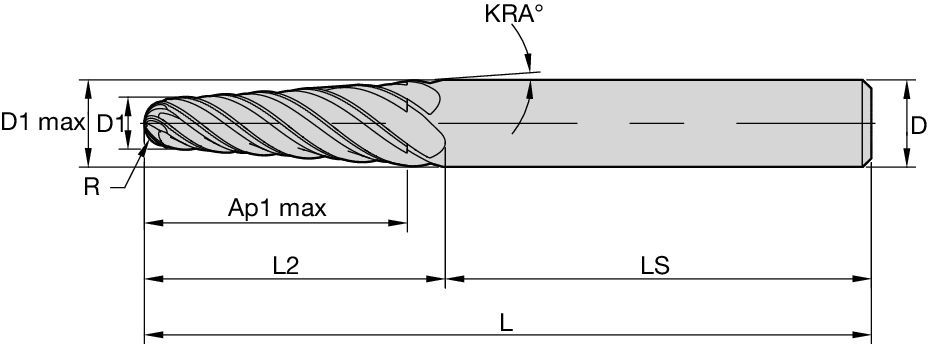
HARVI™ III • Taper Ball Nose • 6 Flutes • Plain Shank • Inch
HARVI™ III Solid Carbide End Mill for 5-axis machining to Significantly Increase Output and Decrease Machining Time
Özellikler ve avantajlar
- Versatile solid carbide end mill for 5-axis machining of steels, stainless steel, and high-temperature alloys.
- Six flutes in ball nose section and taper section for highest metal removal rates.
- Two taper angles for a broad range of applications.
- HARVI™ III taper ball nose end mills feature unequal flute spacing for chatter-free machining at highest feed rates.
- Centre cutting for plunging and ramping operations.
Kullanım ve uygulama alanları
Trochoidal Milling
Corner Style: Tapered Ball Nose
Side Milling/Shoulder Milling: Ball Nose
3D Profiling
Tool Dimensions: Flute Configuration: 6
Helix Angle: 38°
 <="" td="">
<="" td="">