Hoş Geldiniz
Lütfen tercihlerinizi onaylayın
Tercihleri Güncelle
Ürün Önerileri
Product Family suggestions
Merhaba, User Name
Seçtiğiniz Hesap:
There is an issue with your account. Please contact customer support.
Sold To Account
Hesabı Değiştir
Ship To Account
Hesabı Değiştir
- Kontrol Paneli
- Siparişleri Yönet
- Kanalları Yönet
- Adres Defteri
-
Bildirimler
Tümünü okundu olarak işaretle - Sık Kullanılanlar
- Parolayı Değiştir
- Profilim
- Oturumu Kapat
Ürün(ler)
sepete başarıyla eklendi
Sepeti Görüntüle
Sepeti Görüntüle
Limitli süre geçerli olan tekliflerimizle az ödeyip, daha çok frezeleyin.
Şimdi Satın Alın.
Ürün(ler)
sepete başarıyla eklendi
Sepeti Görüntüle
Sepeti Görüntüle
Editing Solution
Adding Solution
Solution Name: {{SolutionName}}- Ürünler
- /
- Metal İşleme Takımları
- /
- Delik işleme
- /
- Katı Karbür Matkaplar
- /
- HP Drills • Steel • Stainless Steel • Cast Iron • Aluminum • High-Temperature Alloys
- /
- HPX Matkaplar • Yüksek yoğunlukta çelik üretimi
- /
- HPX • B222 • 5 x D • Dıştan soğutmalı,yüksek basınçlı • HA Şaft
Sending to SolidCAM in progress...
Downloaded file will be available after import in the SolidCAM tool library.

HPX • B222 • 5 x D • Dıştan soğutmalı,yüksek basınçlı • HA Şaft
HPX • B222 • 5 x D
Kullanım ve uygulama alanları
Corner Style: Corner Chamfer
Drilling
Drilling: Stacked Plates
Tool Dimensions: 2flute/2margin/no cool
Drilling - No Coolant
Flood Coolant: Drilling
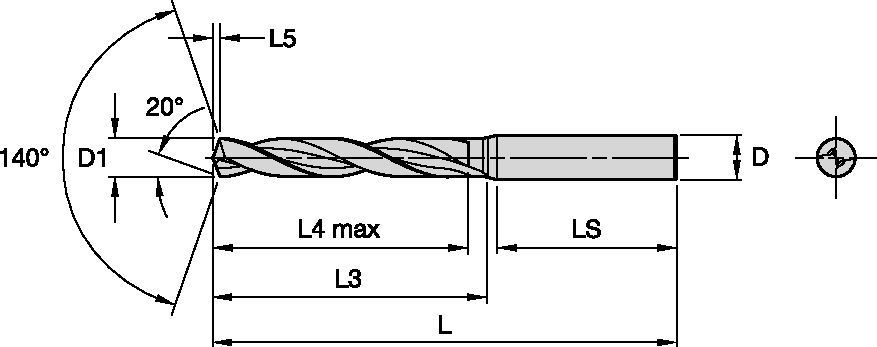
Shank - Cylindrical Plain ≤h6
| nominal size range | D1 tolerance m7 | D tolerance h6 |
| 1–3 | 0,002/0,012 | 0,000/-0,006 |
|
|
0,004/0,016 | 0,000/-0,008 |
|
|
0,006/0,021 | 0,000/-0,009 |
|
|
0,007/0,025 | 0,000/-0,011 |
|
|
0,008/0,029 | 0,000/-0,013 |
| nominal size range | D1 tolerance m7 | D tolerance h6 |
| .0394–.1181 | .0001/.0005 | .0000/-.0002 |
|
|
.0002/.0006 | .0000/-.0003 |
|
|
.0002/.0008 | .0000/-.0004 |
|
|
.0003/.0010 | .0000/-.0004 |
|
|
.0003/.0011 | .0000/-.0005 |
| Material
|
 <="" td=""> <="" td=""> |  <="" td="" /> <="" td="" /> |
|||||||||||
| Cutting Speed
|
Metric | ||||||||||||
| Range
|
Recommended Feed Rate per Rev | ||||||||||||
| Min | Starting Value | Max | 3,0 | 4,0 | 6,0 | 8,0 | 10,0 | 12,0 | 16,0 | 20,0 | |||
| P | 0 | 80 | 110 | 170 | mm/r | 0,06–0,19 | 0,07–0,21 | 0,09–0,25 | 0,11–0,30 | 0,13–0,34 | 0,15–0,38 | 0,19–0,47 | 0,23–0,56 |
| 1 | 70 | 110 | 150 | mm/r | 0,05–0,22 | 0,07–0,24 | 0,11–0,30 | 0,14–0,35 | 0,17–0,40 | 0,21–0,45 | 0,28–0,56 | 0,34–0,66 | |
| 2 | 90 | 120 | 160 | mm/r | 0,09–0,21 | 0,11–0,23 | 0,13–0,29 | 0,16–0,34 | 0,19–0,39 | 0,22–0,44 | 0,27–0,55 | 0,33–0,65 | |
| 3 | 60 | 90 | 120 | mm/r | 0,12–0,22 | 0,13–0,24 | 0,16–0,30 | 0,19–0,35 | 0,22–0,40 | 0,25–0,45 | 0,31–0,56 | 0,37–0,66 | |
| 4 | 50 | 80 | 120 | mm/r | 0,23–0,11 | 0,25–0,12 | 0,31–0,15 | 0,36–0,17 | 0,41–0,20 | 0,46–0,23 | 0,57–0,28 | 0,67–0,33 | |
| 5 | 50 | 60 | 70 | mm/r | 0,08–0,15 | 0,09–0,17 | 0,12–0,21 | 0,14–0,26 | 0,17–0,30 | 0,20–0,34 | 0,25–0,43 | 0,30–0,52 | |
| 6 | 50 | 60 | 70 | mm/r | 0,08–0,15 | 0,09–0,17 | 0,12–0,21 | 0,14–0,26 | 0,17–0,30 | 0,20–0,34 | 0,25–0,43 | 0,30–0,52 | |
| Material
|
<="" td=""> | <="" td="" /> |
|||||||||||
| Cutting Speed
|
Inch | ||||||||||||
| Range
|
Recommended Feed Rate per Rev | ||||||||||||
| Min | Starting Value | Max | 1/8 .125 | 3/16 .188 | 1/4 .250 | 5/16 .313 | 3/8 .375 | 1/2 .500 | 5/8 .625 | 3/4 .750 | |||
| P | 0 | 260 | 360 | 560 | IPR | .002–.007 | .003–.008 | .004–.010 | .004–.012 | .005–.013 | .006–.015 | .008–.019 | .009–.022 |
| 1 | 230 | 360 | 490 | IPR | .002–.009 | .003–.010 | .004–.012 | .006–.014 | .007–.016 | .008–.018 | .011–.022 | .014–.026 | |
| 2 | 300 | 390 | 520 | IPR | .004–.008 | .004–.009 | .005–.011 | .006–.013 | .008–.015 | .009–.017 | .011–.022 | .013–.026 | |
| 3 | 200 | 300 | 390 | IPR | .005–.009 | .005–.010 | .006–.012 | .008–.014 | .009–.016 | .010–.018 | .012–.022 | .015–.026 | |
| 4 | 160 | 260 | 390 | IPR | .009–.004 | .010–.005 | .012–.006 | .014–.007 | .016–.008 | .018–.009 | .022–.011 | .026–.013 | |
| 5 | 160 | 200 | 230 | IPR | .003–.006 | .004–.007 | .005–.008 | .006–.010 | .007–.012 | .008–.014 | .010–.017 | .012–.021 | |
| 6 | 160 | 200 | 230 | IPR | .003–.006 | .004–.007 | .005–.008 | .006–.010 | .007–.012 | .008–.014 | .010–.017 | .012–.021 | |
| <="" td=""> | <="" td="" /> |
||||||||||||
| Cutting Speed
|
Metric | ||||||||||||
| Range
|
Recommended Feed Rate per Rev | ||||||||||||
| Material
|
Min | Starting Value | Max | 3,0 | 4,0 | 6,0 | 8,0 | 10,0 | 12,0 | 16,0 | 20,0 | ||
| P | 0 | 80 | 110 | 170 | mm/r | 0,06–0,19 | 0,07–0,21 | 0,09–0,25 | 0,11–0,30 | 0,13–0,34 | 0,15–0,38 | 0,19–0,47 | 0,23–0,56 |
| 1 | 70 | 110 | 150 | mm/r | 0,05–0,22 | 0,07–0,24 | 0,11–0,30 | 0,14–0,35 | 0,17–0,40 | 0,21–0,45 | 0,28–0,56 | 0,34–0,66 | |
| 2 | 90 | 120 | 160 | mm/r | 0,09–0,21 | 0,11–0,23 | 0,13–0,29 | 0,16–0,34 | 0,19–0,39 | 0,22–0,44 | 0,27–0,55 | 0,33–0,65 | |
| 3 | 60 | 90 | 120 | mm/r | 0,12–0,22 | 0,13–0,24 | 0,16–0,30 | 0,19–0,35 | 0,22–0,40 | 0,25–0,45 | 0,31–0,56 | 0,37–0,66 | |
| 4 | 50 | 80 | 120 | mm/r | 0,23–0,11 | 0,25–0,12 | 0,31–0,15 | 0,36–0,17 | 0,41–0,20 | 0,46–0,23 | 0,57–0,28 | 0,67–0,33 | |
| 5 | 50 | 60 | 70 | mm/r | 0,08–0,15 | 0,09–0,17 | 0,12–0,21 | 0,14–0,26 | 0,17–0,30 | 0,20–0,34 | 0,25–0,43 | 0,30–0,52 | |
| 6 | 50 | 60 | 70 | mm/r | 0,08–0,15 | 0,09–0,17 | 0,12–0,21 | 0,14–0,26 | 0,17–0,30 | 0,20–0,34 | 0,25–0,43 | 0,30–0,52 | |
| Material
|
 <="" td=""> <="" td=""> |  <="" td="" /> <="" td="" /> |
|||||||||||
| Cutting Speed
|
Inch | ||||||||||||
| Range
|
Recommended Feed Rate per Rev | ||||||||||||
| Min | Starting Value | Max | 1/8 .125 | 3/16 .188 | 1/4 .250 | 5/16 .313 | 3/8 .375 | 1/2 .500 | 5/8 .625 | 3/4 .750 | |||
| P | 0 | 230 | 430 | 490 | IPR | .006–.011 | .006–.012 | .007–.014 | .008–.016 | .009–.018 | .010–.020 | .011–.023 | .013–.027 |
| 1 | 230 | 430 | 490 | IPR | .007–.014 | .007–.015 | .008–.018 | .009–.021 | .010–.024 | .011–.027 | .013–.032 | .015–.038 | |
| 2 | 330 | 390 | 460 | IPR | .006–.014 | .007–.015 | .008–.018 | .010–.020 | .011–.023 | .013–.025 | .015–.031 | .018–.036 | |
| 3 | 230 | 300 | 330 | IPR | .007–.014 | .008–.015 | .009–.018 | .011–.021 | .012–.023 | .014–.026 | .017–.031 | .020–.037 | |
| 4 | 200 | 260 | 300 | IPR | .006–.012 | .007–.013 | .009–.015 | .010–.018 | .012–.020 | .014–.022 | .017–.027 | .020–.032 | |
| 5 | 130 | 160 | 200 | IPR | .005–.010 | .006–.011 | .007–.013 | .009–.015 | .010–.017 | .011–.020 | .014–.024 | .016–.028 | |
| 6 | 100 | 130 | 160 | IPR | .005–.010 | .006–.011 | .007–.013 | .009–.015 | .010–.017 | .011–.020 | .014–.024 | .016–.028 | |
| Material
|
<="" td=""> | <="" td="" /> |
|||||||||||
| Cutting Speed
|
Metric | ||||||||||||
| Range
|
Recommended Feed Rate per Rev | ||||||||||||
| Min | Starting Value | Max | 3,0 | 4,0 | 6,0 | 8,0 | 10,0 | 12,0 | 16,0 | 20,0 | |||
| P | 0 | 70 | 130 | 150 | mm/r | 0,15–0,28 | 0,16–0,31 | 0,18–0,35 | 0,20–0,40 | 0,22–0,45 | 0,25–0,50 | 0,29–0,59 | 0,33–0,68 |
| 1 | 70 | 130 | 150 | mm/r | 0,18–0,35 | 0,19–0,39 | 0,21–0,46 | 0,24–0,53 | 0,26–0,60 | 0,28–0,67 | 0,33–0,81 | 0,38–0,96 | |
| 2 | 100 | 120 | 140 | mm/r | 0,16–0,35 | 0,18–0,38 | 0,21–0,45 | 0,25–0,51 | 0,28–0,58 | 0,32–0,64 | 0,39–0,78 | 0,46–0,91 | |
| 3 | 70 | 90 | 100 | mm/r | 0,18–0,35 | 0,19–0,38 | 0,23–0,45 | 0,27–0,52 | 0,31–0,59 | 0,35–0,66 | 0,42–0,80 | 0,50–0,93 | |
| 4 | 60 | 80 | 90 | mm/r | 0,16–0,29 | 0,18–0,32 | 0,22–0,38 | 0,26–0,45 | 0,31–0,51 | 0,35–0,57 | 0,43–0,69 | 0,52–0,81 | |
| 5 | 40 | 50 | 60 | mm/r | 0,13–0,25 | 0,15–0,28 | 0,18–0,33 | 0,21–0,39 | 0,25–0,44 | 0,28–0,50 | 0,35–0,61 | 0,41–0,71 | |
| 6 | 30 | 40 | 50 | mm/r | 0,13–0,25 | 0,15–0,28 | 0,18–0,33 | 0,21–0,39 | 0,25–0,44 | 0,28–0,50 | 0,35–0,61 | 0,41–0,71 | |
| <="" td=""> | <="" td="" /> |
||||||||||||
| Cutting Speed
|
Metric | ||||||||||||
| Range
|
Recommended Feed Rate per Rev | ||||||||||||
| Material
|
Min | Starting Value | Max | 3,0 | 4,0 | 6,0 | 8,0 | 10,0 | 12,0 | 16,0 | 20,0 | ||
| P | 0 | 70 | 130 | 150 | mm/r | 0,15–0,28 | 0,16–0,31 | 0,18–0,35 | 0,20–0,40 | 0,22–0,45 | 0,25–0,50 | 0,29–0,59 | 0,33–0,68 |
| 1 | 70 | 130 | 150 | mm/r | 0,18–0,35 | 0,19–0,39 | 0,21–0,46 | 0,24–0,53 | 0,26–0,60 | 0,28–0,67 | 0,33–0,81 | 0,38–0,96 | |
| 2 | 100 | 120 | 140 | mm/r | 0,16–0,35 | 0,18–0,38 | 0,21–0,45 | 0,25–0,51 | 0,28–0,58 | 0,32–0,64 | 0,39–0,78 | 0,46–0,91 | |
| 3 | 70 | 90 | 100 | mm/r | 0,18–0,35 | 0,19–0,38 | 0,23–0,45 | 0,27–0,52 | 0,31–0,59 | 0,35–0,66 | 0,42–0,80 | 0,50–0,93 | |
| 4 | 60 | 80 | 90 | mm/r | 0,16–0,29 | 0,18–0,32 | 0,22–0,38 | 0,26–0,45 | 0,31–0,51 | 0,35–0,57 | 0,43–0,69 | 0,52–0,81 | |
| 5 | 40 | 50 | 60 | mm/r | 0,13–0,25 | 0,15–0,28 | 0,18–0,33 | 0,21–0,39 | 0,25–0,44 | 0,28–0,50 | 0,35–0,61 | 0,41–0,71 | |
| 6 | 30 | 40 | 50 | mm/r | 0,13–0,25 | 0,15–0,28 | 0,18–0,33 | 0,21–0,39 | 0,25–0,44 | 0,28–0,50 | 0,35–0,61 | 0,41–0,71 | |
-
CNC Machine Golfing with HPX Drill & GOdrill
-
HPX Drill vs. GOdrill: Material Specific vs. Multipurpose Drill
-
HPX Drill: Solid Carbide Drill for Steels


