Hoş Geldiniz
Lütfen tercihlerinizi onaylayın
Tercihleri Güncelle
Ürün Önerileri
Product Family suggestions
Merhaba, User Name
Seçtiğiniz Hesap:
There is an issue with your account. Please contact customer support.
Sold To Account
Hesabı Değiştir
Ship To Account
Hesabı Değiştir
- Kontrol Paneli
- Siparişleri Yönet
- Kanalları Yönet
- Adres Defteri
-
Bildirimler
Tümünü okundu olarak işaretle - Sık Kullanılanlar
- Parolayı Değiştir
- Profilim
- Oturumu Kapat
Ürün(ler)
sepete başarıyla eklendi
Sepeti Görüntüle
Sepeti Görüntüle
Limitli süre geçerli olan tekliflerimizle az ödeyip, daha çok frezeleyin.
Şimdi Satın Alın.
Ürün(ler)
sepete başarıyla eklendi
Sepeti Görüntüle
Sepeti Görüntüle
Editing Solution
Adding Solution
Solution Name: {{SolutionName}}- Ürünler
- /
- Mill 1-7™ için kesici uçlar • EP07
Sending to SolidCAM in progress...
Downloaded file will be available after import in the SolidCAM tool library.

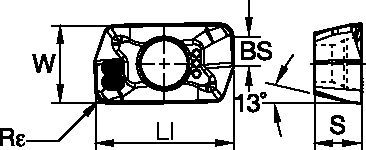
Mill 1-7™ için kesici uçlar • EP07
Değiştirilebilir kesici uçlar
Özellikler ve avantajlar
- Medium roughing and semi-finishing.
- Solution for austenitic stainless steel and super alloys.
- Medium feed rates.
- PSTS — Precision Pressed and Sintered to Size.
- Ap1 max = .276" (7mm).
| Material Group | Light
|
General
|
Heavy
|
|||
| – | (Light geometry) | – | (Strong geometry) | |||
| – | wear
|
 <="" td=""> <="" td=""> | toughness | |||
| – | Geometry | Grade | Geometry | Grade | Geometry | Grade |
| P1–P2 | .S..GE | KC725M | .S..GE | KCPK30 | .S..GE | KCPM40 |
| P3–P4 | .S..GE | KC725M | .S..GE | KCPK30 | .S..GE | KCPM40 |
| P5–P6 | .S..GE | KC725M | .S..GE | KCPK30 | .S..GE | KCPM40 |
| M1–M2 | .S..GE | KC522M | .S..GE | KC725M | .S..GE | KCPM40 |
| M3 | .S..GE | KC725M | .S..GE | KCPK30 | .S..GE | KCPM40 |
| K1–K2 | .S..GE | KCPK30 | .S..GE | KCPK30 | .S..GE | KCPK30 |
| K3 | .S..GE | KCPK30 | .S..GE | KCPK30 | .S..GE | KCPK30 |
| N1–N2 | – | – | – | – | – | – |
| N3 | – | – | – | – | – | – |
| S1–S2 | .S..GE | KC522M | .S..GE | KC725M | .S..GE | KC725M |
| S3 | .S..GE | KC725M | .S..GE | KC725M | .S..GE | KCPM40 |
| S4 | .S..GE | KC522M | .S..GE | KC725M | .S..GE | KC725M |
| H1 | – | – | – | – | – | – |
Önerilen başlangıç ilerlemeleri [mm]
| Mill 1-7™ • Recommended Starting Feeds [mm/th] | |||||||||||||||
| Insert Geometry | Recommended Starting Feed per Tooth (Fz) in Relation to % of Radial Engagement (ae) | ||||||||||||||
| 5% | 10% | 20% | 30% | 40–100% | |||||||||||
| L | M | H | L | M | H | L | M | H | L | M | H | L | M | H | |
| .S..GE | 0,23 | 0,47 | 0,69 | 0,17 | 0,34 | 0,50 | 0,13 | 0,26 | 0,37 | 0,11 | 0,22 | 0,32 | 0,10 | 0,20 | 0,30 |
| L = Light Machining; M = Medium Machining; H = Heavy Machining NOTE: Use Light Machining values as starting feed rate. | |||||||||||||||
| Light
|
General
|
Heavy
|
Recommended Starting Feeds [IPT]
| Light
|
General
|
Heavy
|
| Mill 1-7™ • Recommended Starting Feeds [IPT] | |||||||||||||||
| Insert Geometry | Recommended Starting Feed per Tooth (Fz) in Relation to % of Radial Engagement (ae) | ||||||||||||||
| 5% | 10% | 20% | 30% | 40–100% | |||||||||||
| L | M | H | L | M | H | L | M | H | L | M | H | L | M | H | |
| .S..GE | 0.009 | 0.018 | 0.027 | 0.007 | 0.013 | 0.019 | 0.005 | 0.010 | 0.014 | 0.004 | 0.009 | 0.013 | 0.004 | 0.008 | 0.012 |
| L = Light Machining; M = Medium Machining; H = Heavy Machining NOTE: Use Light Machining values as starting feed rate. | |||||||||||||||
Önerilen Başlangıç Hızları [m/dak]
| Mill 1-7™ • Recommended Starting Speed [m/min] | ||||||||||||||||
| Grade | KC522M | KC725M | KCPK30 | KCPM40 | KCSM30 | |||||||||||
| Chip Thickness hex mm | Min | Max | Min | Max | Min | Max | Min | Max | Min | Max | ||||||
| Material Group | Max | Start | Min | Max | Start | Min | Max | Start | Min | Max | Start | Min | Max | Start | Min | |
| P | 1 | 330 | 285 | 270 | 260 | 230 | 215 | 455 | 395 | 370 | 295 | 260 | 245 | 370 | 320 | 300 |
| 2 | 275 | 240 | 200 | 220 | 190 | 160 | 280 | 255 | 230 | 250 | 215 | 180 | 305 | 270 | 220 | |
| 3 | 255 | 215 | 175 | 200 | 170 | 140 | 255 | 230 | 205 | 230 | 195 | 160 | 285 | 240 | 195 | |
| 4 | 225 | 185 | 150 | 180 | 150 | 120 | 225 | 185 | 160 | 205 | 170 | 135 | 250 | 205 | 165 | |
| 5 | 185 | 170 | 150 | 150 | 135 | 120 | 190 | 170 | 150 | 170 | 155 | 135 | 205 | 190 | 165 | |
| 6 | 165 | 125 | 100 | 130 | 100 | 80 | 160 | 135 | 110 | 150 | 115 | 90 | 185 | 140 | 110 | |
| M | 1 | 205 | 180 | 165 | 170 | 150 | 135 | 205 | 185 | 155 | 195 | 170 | 155 | 225 | 180 | 170 |
| 2 | 185 | 160 | 130 | 155 | 130 | 110 | 185 | 160 | 140 | 175 | 150 | 125 | 205 | 160 | 135 | |
| 3 | 140 | 120 | 95 | 115 | 100 | 80 | 145 | 130 | 115 | 130 | 115 | 90 | 155 | 125 | 95 | |
| K | 1 | 230 | 205 | 185 | – | – | – | 295 | 265 | 240 | – | – | – | – | – | – |
| 2 | 180 | 160 | 150 | – | – | – | 235 | 210 | 190 | – | – | – | – | – | – | |
| 3 | 150 | 135 | 120 | – | – | – | 195 | 175 | 160 | – | – | – | – | – | – | |
| N | 1 | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – |
| 2 | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | |
| 3 | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | |
| S | 1 | 40 | 35 | 25 | 35 | 30 | 25 | – | – | – | 40 | 35 | 30 | 45 | 40 | 30 |
| 2 | 40 | 35 | 25 | 35 | 30 | 25 | – | – | – | 40 | 35 | 30 | 45 | 40 | 30 | |
| 3 | 50 | 40 | 25 | 45 | 35 | 25 | – | – | – | 50 | 40 | 30 | 55 | 45 | 30 | |
| 4 | 50 | 45 | 35 | 50 | 45 | 30 | 50 | 45 | 35 | 55 | 50 | 35 | 60 | 55 | 40 | |
| H | 1 | 120 | 90 | 70 | – | – | – | – | – | – | – | – | – | 135 | 100 | 75 |
| As the average chip thickness increases, speed should be decreased. Material groups P, M, K and H show recommended starting speeds for dry machining. For wet machining, reduce speed by 20%. Material groups N and S show recommended starting speeds for wet machining. Not recommended for dry machining. | ||||||||||||||||
Önerilen Başlangıç Hızları [m/dak]
| Mill 1-7™ • Recommended Starting Speed [SFM] | ||||||||||||||||
| Grade | KC522M | KC725M | KCPK30 | KCPM40 | KCSM30 | |||||||||||
| Chip Thickness hex Inch | Min | Max | Min | Max | Min | Max | Min | Max | Min | Max | ||||||
| Material Group | Max | Start | Min | Max | Start | Min | Max | Start | Min | Max | Start | Min | Max | Start | Min | |
| P | 1 | 1085 | 935 | 885 | 855 | 755 | 705 | 1495 | 1295 | 1215 | 970 | 855 | 805 | 1215 | 1050 | 985 |
| 2 | 900 | 785 | 655 | 720 | 625 | 525 | 920 | 835 | 755 | 820 | 705 | 590 | 1000 | 885 | 720 | |
| 3 | 835 | 705 | 575 | 655 | 560 | 460 | 835 | 755 | 675 | 755 | 640 | 525 | 935 | 785 | 640 | |
| 4 | 740 | 605 | 490 | 590 | 490 | 395 | 740 | 605 | 525 | 675 | 560 | 445 | 820 | 675 | 540 | |
| 5 | 605 | 560 | 490 | 490 | 445 | 395 | 625 | 560 | 490 | 560 | 510 | 445 | 675 | 625 | 540 | |
| 6 | 540 | 410 | 330 | 425 | 330 | 260 | 525 | 445 | 360 | 490 | 375 | 295 | 605 | 460 | 360 | |
| M | 1 | 675 | 590 | 540 | 560 | 490 | 445 | 675 | 605 | 510 | 640 | 560 | 510 | 740 | 590 | 560 |
| 2 | 605 | 525 | 425 | 510 | 425 | 360 | 605 | 525 | 460 | 575 | 490 | 410 | 675 | 525 | 445 | |
| 3 | 460 | 395 | 310 | 375 | 330 | 260 | 475 | 425 | 375 | 425 | 375 | 295 | 510 | 410 | 310 | |
| K | 1 | 755 | 675 | 605 | – | – | – | 970 | 870 | 785 | – | – | – | – | – | – |
| 2 | 590 | 525 | 490 | – | – | – | 770 | 690 | 625 | – | – | – | – | – | – | |
| 3 | 490 | 445 | 395 | – | – | – | 640 | 575 | 525 | – | – | – | – | – | – | |
| N | 1 | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – |
| 2 | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | |
| 3 | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | |
| S | 1 | 130 | 115 | 80 | 115 | 100 | 80 | – | – | – | 130 | 115 | 100 | 150 | 130 | 100 |
| 2 | 130 | 115 | 80 | 115 | 100 | 80 | – | – | – | 130 | 115 | 100 | 150 | 130 | 100 | |
| 3 | 165 | 130 | 80 | 150 | 115 | 80 | – | – | – | 165 | 130 | 100 | 180 | 150 | 100 | |
| 4 | 165 | 150 | 115 | 165 | 150 | 100 | 165 | 150 | 115 | 180 | 165 | 115 | 195 | 180 | 130 | |
| H | 1 | 395 | 295 | 230 | – | – | – | – | – | – | – | – | – | 445 | 330 | 245 |
| As the average chip thickness increases, speed should be decreased. Material groups P, M, K and H show recommended starting speeds for dry machining. For wet machining, reduce speed by 20%. Material groups N and S show recommended starting speeds for wet machining. Not recommended for dry machining. | ||||||||||||||||
Uygulama örnekleri
| Mill 1-7™ • Ramping Angles [mm] | ||||
| cutting diameter | max ramp angle to non-cutting corner tangent | DH min (min hole diameter) | DHI min (min flat-bottomed hole diameter) | max diameter (no flat bottom) |
| 12 | 5,49° | 14,62 | 21,43 | 24 |
| 16 | 2,92° | 22,52 | 28,04 | 32 |
| 20 | 2,01° | 30,51 | 36,49 | 40 |
| Mill 1-7 | |
| max ADOC | 6,98 |
| fz | 0,10–0,68 |
| hm | 0,09 |
Application Examples
| Mill 1-7™ • Ramping Angles [Inch] | ||||
| cutting diameter | max ramp angle to non-cutting corner tangent | DH min (min hole diameter) | DHI min (min flat-bottomed hole diameter) | max diameter (no flat bottom) |
| .500 | 4.56° | .628 | .886 | 1.000 |
| .625 | 2.97° | .877 | 1.095 | 1.250 |
| .750 | 2.17° | 1.126 | 1.362 | 1.500 |
| Mill 1-7 | |
| max ADOC | .275 |
| fz | .004–.027 |
| hm | .003 |
| cutting diameter | max ramp angle to non-cutting corner tangent | DH min (min hole diameter) | DHI min (min flat-bottomed hole diameter) | max diameter (no flat bottom) |
| 12 | 5,49° | 14,62 | 21,43 | 24 |
| 16 | 2,92° | 22,52 | 28,04 | 32 |
| 20 | 2,01° | 30,51 | 36,49 | 40 |