
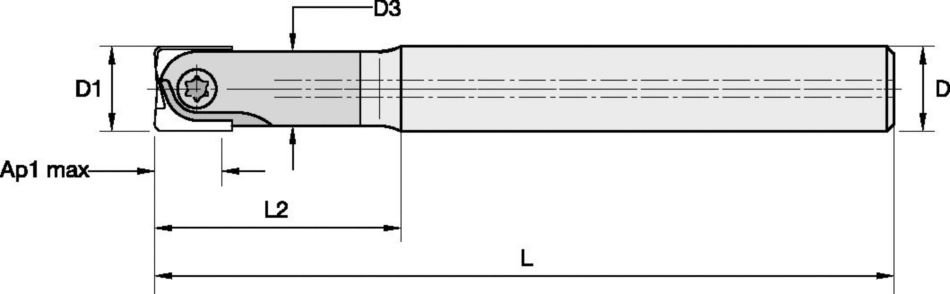
KDMT Düz uçlu ve geri çekişli hassas son işleme özellikli parmak freze • Boyunlu parmak frezeler • Silindirik şaft • Karbür • Metrik
Düz uçlu ve geri çekişli hassas son işleme özellikli parmak frezeler
Özellikler ve avantajlar
- Kaba işleme ve hassas işleme uygulamaları için uygundur.
- Yüksek hassasiyet ve salgı doğruluğu.
- Şirink bağlama teknolojisi ile kullanılabilir, h6 şaft toleransı.
- Yuvarlanma eğrisi yapan (trokoit) özelliği ile ve yüksek ilerlemeli kesici uçlar ile çalışır.
- Mevcut çaplar: 10–20mm.
Kullanım ve uygulama alanları
Ramping: Blank
Slotting: Ball Nose
Side Milling/Shoulder Milling: Ball Nose
3D Profiling
Shank - Cylindrical Plain
Milling - Through Coolant
Pocketing
 <="" td="">
<="" td="">