Hoş Geldiniz
Lütfen tercihlerinizi onaylayın
Tercihleri Güncelle
Ürün Önerileri
Product Family suggestions
Merhaba, User Name
Seçtiğiniz Hesap:
There is an issue with your account. Please contact customer support.
Sold To Account
Hesabı Değiştir
Ship To Account
Hesabı Değiştir
- Kontrol Paneli
- Siparişleri Yönet
- Kanalları Yönet
- Adres Defteri
-
Bildirimler
Tümünü okundu olarak işaretle - Sık Kullanılanlar
- Parolayı Değiştir
- Profilim
- Oturumu Kapat
Ürün(ler)
sepete başarıyla eklendi
Sepeti Görüntüle
Sepeti Görüntüle
Limitli süre geçerli olan tekliflerimizle az ödeyip, daha çok frezeleyin.
Şimdi Satın Alın.
Ürün(ler)
sepete başarıyla eklendi
Sepeti Görüntüle
Sepeti Görüntüle
Editing Solution
Adding Solution
Solution Name: {{SolutionName}}- Ürünler
- /
- B551A_DAL • ~3 x D
Sending to SolidCAM in progress...
Downloaded file will be available after import in the SolidCAM tool library.

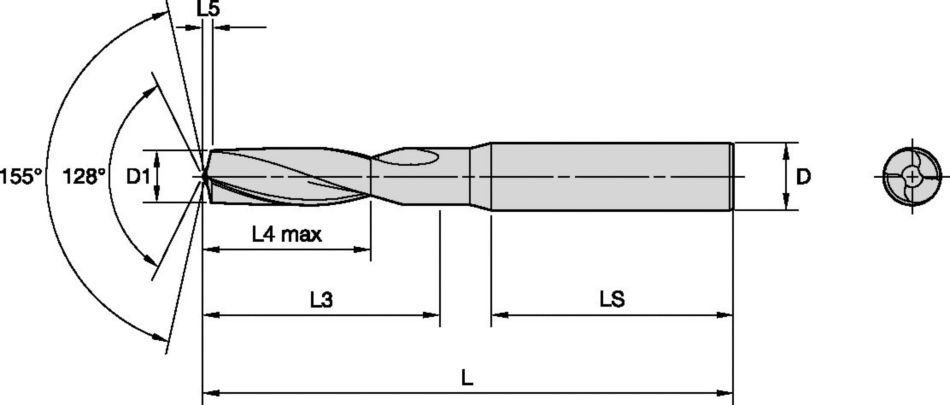
B551A_DAL • ~3 x D
DAL Matkaplar • CFRP Titanyum yığınlar • Dıştan soğutmalı
Özellikler ve avantajlar
- DAL matkaplar, yığın CFRP metal malzemelerin işlenmesi için uygun.
- Birleşimler için malzemeye özel SC matkap: CFRP-Ti-Al ile birlikte CFRP-Ti, CFRP-Al ve ayrıca düz Ti veya Al; metal yığının tarafından çıkışta, çapaksız çıkış sağlamak için iki açı uçlu tasarım.
- CFRP metal yığınlarda üst katman olarak CFRP malzemeleri temiz bir şekilde kesmek için keskin kesme kenarı.
- Matkap çapı k6 toleranslı taşlanmıştır ve H8 delik toleranslarına erişebilir.
- Mükemmel merkezleme yetenekleri.
Kullanım ve uygulama alanları
Drilling
Drilling: Stacked Plates
Drilling: Convex
Tool Dimensions: 2flute/2margin/no cool
DIN number 6535
DIN number 6537
Drilling - No Coolant
Shank - Cylindrical Plain ≤h6
Helix Angle: 15°
Drilling Depth: 3x
| Tolerance • Inch | ||
| nominal size range | D1 tolerance k6 | D tolerance h6 |
|
|
.0000/.0004 | .0000/-.0003 |
|
|
.0000/.0004 | .0000/-.0004 |
|
|
.0000/.0005 | .0000/-.0004 |
|
|
.0000/.0006 | .0000/-.0005 |
| Tolerance • Metric | ||
| nominal size range | D1 tolerance k6 | D tolerance h6 |
|
|
0,001/0,009 | 0,000/-0,008 |
|
|
0,001/0,010 | 0,000/-0,009 |
|
|
0,001/0,012 | 0,000/-0,011 |
|
|
0,002/0,015 | 0,000/-0,013 |
| Material
|
 <="" td=""> <="" td=""> |  <="" td="" /> <="" td="" /> |
|||||||||||
| Cutting Speed
|
Metric | ||||||||||||
| Range
|
Recommended Feed Rate (f) by Diameter | ||||||||||||
| Min | Starting Value | Max | 3,0 | 4,0 | 6,0 | 8,0 | 10,0 | 12,0 | 16,0 | 20,0 | |||
| C | 2 | 15 | 80 | 120 | mm/r | 0,01–0,05 | 0,02–0,07 | 0,03–0,10 | 0,04–0,12 | 0,05–0,15 | 0,05–0,18 | 0,06–0,21 | 0,07–0,23 |
| 3 | 10 | 10 | 15 | mm/r | 0,01–0,05 | 0,02–0,07 | 0,03–0,10 | 0,04–0,12 | 0,05–0,15 | 0,05–0,18 | 0,06–0,21 | 0,07–0,23 | |
| 4 | 10 | 15 | 25 | mm/r | 0,01–0,05 | 0,02–0,07 | 0,03–0,10 | 0,04–0,12 | 0,05–0,15 | 0,05–0,18 | 0,06–0,21 | 0,07–0,23 | |
| Material
|
<="" td=""> | <="" td="" /> |
|||||||||||
| Material
|
Cutting Speed
|
Inch | |||||||||||
| Range
|
Recommended Feed Rate (f) by Diameter | ||||||||||||
| Min | Starting Value | Max | 1/8 .125 | 3/16 .188 | 1/4 .250 | 5/16 .313 | 3/8 .375 | 1/2 .500 | 5/8 .625 | 3/4 .750 | |||
| C | 2 | 50 | 260 | 390 | IPR | .000–.002 | .001–.003 | .001–.004 | .002–.005 | .002–.006 | .002–.007 | .002–.008 | .003–.009 |
| 3 | 30 | 30 | 50 | IPR | .001–.002 | .001–.003 | .001–.004 | .002–.005 | .002–.006 | .002–.007 | .002–.008 | .003–.009 | |
| 4 | 30 | 50 | 80 | IPR | .001–.002 | .001–.003 | .001–.004 | .002–.005 | .002–.006 | .002–.007 | .002–.008 | .003–.009 | |
| <="" td=""> | <="" td="" /> |
||||||||||||
| Cutting Speed
|
Metric | ||||||||||||
| Range
|
Recommended Feed Rate (f) by Diameter | ||||||||||||
| Material
|
Min | Starting Value | Max | 3.0 | 4.0 | 6.0 | 8.0 | 10.0 | 12.0 | 16.0 | 20.0 | ||
| C | 2 | 15 | 80 | 120 | mm/dev | 0.01
|
0.02
|
0.03
|
0.04
|
0.05
|
0.05
|
0.06
|
0.07
|
| 3 | 10 | 10 | 15 | mm/dev | 0.01
|
0.02
|
0.03
|
0.04
|
0.05
|
0.05
|
0.06
|
0.07
|
|
| 4 | 10 | 15 | 25 | mm/dev | 0.01
|
0.02
|
0.03
|
0.04
|
0.05
|
0.05
|
0.06
|
0.07
|
|
| Material
|
 <="" td=""> <="" td=""> |  <="" td="" /> <="" td="" /> |
|||||||||||
| Cutting Speed
|
Metric | ||||||||||||
| Range
|
Recommended Feed Rate (f) by Diameter | ||||||||||||
| Min | Starting Value | Max | 3,0 | 4,0 | 6,0 | 8,0 | 10,0 | 12,0 | 16,0 | 20,0 | |||
| C | 2 | 15 | 120 | 150 | mm/r | 0,01–0,05 | 0,02–0,07 | 0,03–0,10 | 0,04–0,12 | 0,05–0,15 | 0,05–0,18 | 0,06–0,21 | 0,07–0,23 |
| 3 | 10 | 15 | 25 | mm/r | 0,01–0,05 | 0,02–0,07 | 0,03–0,10 | 0,04–0,12 | 0,05–0,15 | 0,05–0,18 | 0,06–0,21 | 0,07–0,23 | |
| 4 | 10 | 25 | 50 | mm/r | 0,01–0,05 | 0,02–0,07 | 0,03–0,10 | 0,04–0,12 | 0,05–0,15 | 0,05–0,18 | 0,06–0,21 | 0,07–0,23 | |
| Material
|
<="" td=""> | <="" td="" /> |
|||||||||||
| Material
|
Cutting Speed
|
Inch | |||||||||||
| Range
|
Recommended Feed Rate (f) by Diameter | ||||||||||||
| Min | Starting Value | Max | 1/8 .125 | 3/16 .188 | 1/4 .250 | 5/16 .313 | 3/8 .375 | 1/2 .500 | 5/8 .625 | 3/4 .750 | |||
| C | 2 | 50 | 390 | 490 | IPR | .000–.002 | .001–.003 | .001–.004 | .002–.005 | .002–.006 | .002–.007 | .002–.008 | .003–.009 |
| 3 | 30 | 50 | 80 | IPR | .001–.002 | .001–.003 | .001–.004 | .002–.005 | .002–.006 | .002–.007 | .002–.008 | .003–.009 | |
| 4 | 30 | 80 | 160 | IPR | .001–.002 | .001–.003 | .001–.004 | .002–.005 | .002–.006 | .002–.007 | .002–.008 | .003–.009 | |
| <="" td=""> | <="" td="" /> |
||||||||||||
| Cutting Speed
|
Metric | ||||||||||||
| Range
|
Recommended Feed Rate (f) by Diameter | ||||||||||||
| Material
|
Min | Starting Value | Max | 3,0 | 4,0 | 6,0 | 8,0 | 10,0 | 12,0 | 16,0 | 20,0 | ||
| N | 1 | 120 | 230 | 450 | mm/ot. | 0.12
|
0.13
|
0.15
|
0.19
|
0.26
|
0.31
|
0.41
|
0.44
|
| 2 | 120 | 220 | 350 | mm/ot. | 0.13
|
0.14
|
0.16
|
0.20
|
0.28
|
0.33
|
0.44
|
0.48
|
|
| 3 | 100 | 180 | 400 | mm/ot. | 0.13
|
0.14
|
0.16
|
0.20
|
0.28
|
0.33
|
0.44
|
0.48
|
|
| 4 | 100 | 130 | 300 | mm/ot. | 0.10
|
0.12
|
0.14
|
0.16
|
0.18
|
0.20
|
0.24
|
0.28
|
|
| C | 2 | 15 | 120 | 150 | mm/ot. | 0.01
|
0.02
|
0.03
|
0.04
|
0.05
|
0.05
|
0.06
|
0.07
|
| 3 | 10 | 15 | 25 | mm/ot. | 0.01
|
0.02
|
0.03
|
0.04
|
0.05
|
0.05
|
0.06
|
0.07
|
|
| 4 | 10 | 25 | 50 | mm/ot. | 0.01
|
0.02
|
0.03
|
0.04
|
0.05
|
0.05
|
0.06
|
0.07
|
|
| Material
|
Cutting Speed
|
Inch | |||||||||
| Range
|
Recommended Feed Rate per Rev | ||||||||||
| Min | Starting Value | Max | 1/4 .250 | 5/16 .313 | 3/8 .375 | 1/2 .500 | 5/8 .625 | 3/4 .750 | |||
| C | 2 | 230 | 360 | 460 | IPR | .001
|
.002
|
.002
|
.002
|
.002
|
.003
|
| Material
|
<="" td=""> |  <="" td=""> <="" td=""> |  <="" td="" /> <="" td="" /> |
||||||||
| Cutting Speed
|
Metric | ||||||||||
| Range
|
Recommended Feed Rate per Rev | ||||||||||
| Min | Starting Value | Max | 6,0 | 8,0 | 10,0 | 12,0 | 16,0 | 20,0 | |||
| C | 2 | 70 | 110 | 140 | mm/r | 0.03
|
0,04
|
0,05
|
0,05
|
0,06
|
0,07
|
| Material
|
<="" td=""> | <="" td="" /> |
|||||||||
| Cutting Speed
|
Metric | ||||||||||
| Range
|
Recommended Feed Rate per Rev | ||||||||||
| Min | Starting Value | Max | 6,0 | 8,0 | 10,0 | 12,0 | 16,0 | 20,0 | |||
| C | 2 | 70 | 110 | 140 | mm/tr | 0.03
|
0,04
|
0,05
|
0,05
|
0,06
|
0,07
|
| Material
|
Cutting Speed
|
Metric | |||||||||
| Range
|
Recommended Feed Rate per Rev | ||||||||||
| Min | Starting Value | Max | 6,0 | 8,0 | 10,0 | 12,0 | 16,0 | 20,0 | |||
| S | 4 | 10 | 13 | 20 | mm/r | 0,02–0,08 | 0,03–0,10 | 0,04–0,12 | 0,05–0,16 | 0,05–0,18 | 0,06–0,20 |
| N | 1 | 100 | 230 | 270 | mm/r | 0,13–0,22 | 0,16–0,24 | 0,20–0,28 | 0,24–0,32 | 0,28–0,40 | 0,32–0,48 |
| 2 | 100 | 220 | 270 | mm/r | 0,14–0,23 | 0,16–0,28 | 0,20–0,32 | 0,24–0,36 | 0,28–0,40 | 0,32–0,52 | |
| 3 | 90 | 180 | 230 | mm/r | 0,13–0,22 | 0,16–0,24 | 0,20–0,28 | 0,24–0,32 | 0,28–0,40 | 0,32–0,48 | |
| 4 | 90 | 130 | 200 | mm/r | 0,10–0,18 | 0,16–0,28 | 0,20–0,32 | 0,24–0,36 | 0,28–0,40 | 0,32–0,52 | |
| C | 2 | 70 | 110 | 140 | mm/r | 0,03-0,10 | 0,04-0,12 | 0,05-0,15 | 0,05-0,18 | 0,06-0,21 | 0,07-0,23 |
| 3 | 10 | 13 | 20 | mm/r | 0,02-0,08 | 0,03-0,10 | 0,04-0,12 | 0,05-0,16 | 0,05-0,18 | 0,06-0,20 | |
| 4 | 10 | 20 | 40 | mm/r | 0,02-0,08 | 0,03-0,10 | 0,04-0,12 | 0,05-0,16 | 0,05-0,18 | 0,06-0,20 | |
| Material
|
Cutting Speed
|
Inch | |||||||||
| Range
|
Recommended Feed Rate per Rev | ||||||||||
| Min | Starting Value | Max | 1/4 .250 | 5/16 .313 | 3/8 .375 | 1/2 .500 | 5/8 .625 | 3/4 .750 | |||
| S | 4 | 30 | 40 | 70 | IPR | .001–.003 | .001–.004 | .002–.005 | .002–.006 | .002–.007 | .002–.008 |
| N | 1 | 330 | 750 | 890 | IPR | .005–.009 | .006–.009 | .008–.011 | .009–.013 | .011–.016 | .013–.019 |
| 2 | 330 | 720 | 890 | IPR | .006–.009 | .006–.011 | .008–.013 | .009–.014 | .011–.017 | .013–.021 | |
| 3 | 300 | 590 | 750 | IPR | .005–.009 | .006–.009 | .008–.011 | .009–.013 | .011–.016 | .013–.019 | |
| 4 | 300 | 430 | 660 | IPR | .004–.007 | .006–.011 | .008–.013 | .009–.014 | .011–.016 | .013–.019 | |
| C | 4 | 230 | 360 | 460 | IPR | .001-.004 | .002-.005 | .002-.006 | .002-.007 | .002-.008 | .003-.009 |
| 4 | 30 | 40 | 70 | IPR | .001-.003 | .001-.004 | .002-.005 | .002-.006 | .002-.007 | .002-.008 | |
| 4 | 30 | 70 | 130 | IPR | .001-.003 | .001-.004 | .002-.005 | .002-.006 | .002-.007 | .002-.008 | |
| Material
|
Cutting Speed
|
Metric | |||||||||
| Range
|
Recommended Feed Rate per Rev | ||||||||||
| Min | Starting Value | Max | 6.0 | 8.0 | 10.0 | 12.0 | 16.0 | 20.0 | |||
| S | 4 | 10 | 13 | 20 | mm/r | 0.02~0.08 | 0.03~0.10 | 0.04~0.12 | 0.05~0.16 | 0.05~0.18 | 0.06~0.20 |
| N | 1 | 100 | 230 | 270 | mm/r | 0.13~0.22 | 0.16~0.24 | 0.20~0.28 | 0.24~0.32 | 0.28~0.40 | 0.32~0.48 |
| 2 | 100 | 220 | 270 | mm/r | 0.14~0.23 | 0.16~0.28 | 0.20~0.32 | 0.24~0.36 | 0.28~0.40 | 0.32~0.52 | |
| 3 | 90 | 180 | 230 | mm/r | 0.13~0.22 | 0.16~0.24 | 0.20~0.28 | 0.24~0.32 | 0.28~0.40 | 0.32~0.48 | |
| 4 | 90 | 130 | 200 | mm/r | 0.10~0.18 | 0.16~0.28 | 0.20~0.32 | 0.24~0.36 | 0.28~0.40 | 0.32~0.52 | |
| C | 2 | 70 | 110 | 140 | mm/r | 0.03~0.10 | 0.04~0.12 | 0.05~0.15 | 0.05~0.18 | 0.06~0.21 | 0.07~0.23 |
| 3 | 10 | 13 | 20 | mm/r | 0.02~0.08 | 0.03~0.10 | 0.04~0.12 | 0.05~0.16 | 0.05~0.18 | 0.06~0.20 | |
| 4 | 10 | 20 | 40 | mm/r | 0.02~0.08 | 0.03~0.10 | 0.04~0.12 | 0.05~0.16 | 0.05~0.18 | 0.06~0.20 | |
| Material
|
<="" td=""> |  <="" td="" /> <="" td="" /> |
|||||||||||
| Cutting Speed
|
Metric | ||||||||||||
| Range
|
Recommended Feed Rate per Rev | ||||||||||||
| Min | Starting Value | Max | 3,0 | 4,0 | 6,0 | 8,0 | 10,0 | 12,0 | 16,0 | 20,0 | |||
| C | 2 | 80 | 120 | 150 | mm/r | 0,01
|
0,02
|
0,03
|
0,04
|
0,05
|
0,05
|
0,06
|
0,07
|
| 3 | 10 | 15 | 25 | mm/r | 0,01
|
0,02
|
0,03
|
0,04
|
0,05
|
0,05
|
0,06
|
0,07
|
|
| 4 | 10 | 25 | 50 | mm/r | 0,01
|
0,02
|
0,03
|
0,04
|
0,05
|
0,05
|
0,06
|
0,07
|
|
| Material
|
Cutting Speed
|
Inch | |||||||||||
| Range
|
Recommended Feed Rate per Rev | ||||||||||||
| Min | Starting Value | Max | 1/8 .125 | 3/16 .188 | 1/4 .250 | 5/16 .313 | 3/8 .375 | 1/2 .500 | 5/8 .625 | 3/4 .750 | |||
| C | 2 | 260 | 390 | 490 | IPR | .001
|
.001
|
.001
|
.002
|
.002
|
.002
|
.002
|
.003
|
| 3 | 30 | 50 | 80 | IPR | .001
|
.001
|
.001
|
.002
|
.002
|
.002
|
.002
|
.003
|
|
| 4 | 30 | 80 | 160 | IPR | .001
|
.001
|
.001
|
.002
|
.002
|
.002
|
.002
|
.003
|
|
| Material
|
<="" td=""> |  <="" td="" /> <="" td="" /> |
|||||||||||
| Cutting Speed
|
Metric | ||||||||||||
| Range
|
Recommended Feed Rate per Rev | ||||||||||||
| Min | Starting Value | Max | 3,0 | 4,0 | 6,0 | 8,0 | 10,0 | 12,0 | 16,0 | 20,0 | |||
| C | 2 | 80 | 120 | 150 | mm/r | 0,01
|
0,02
|
0,03
|
0,04
|
0,05
|
0,05
|
0,06
|
0,07
|
| 3 | 10 | 15 | 25 | mm/r | 0,01
|
0,02
|
0,03
|
0,04
|
0,05
|
0,05
|
0,06
|
0,07
|
|
| 4 | 10 | 25 | 50 | mm/r | 0,01
|
0,02
|
0,03
|
0,04
|
0,05
|
0,05
|
0,06
|
0,07
|
|
| Material
|
<="" td=""> |  <="" td="" /> <="" td="" /> |
|||||||||||
| Cutting Speed
|
Metric | ||||||||||||
| Range
|
Recommended Feed Rate per Rev | ||||||||||||
| Min | Starting Value | Max | 3,0 | 4,0 | 6,0 | 8,0 | 10,0 | 12,0 | 16,0 | 20,0 | |||
| C | 2 | 80 | 120 | 150 | mm/r | 0,01
|
0,02
|
0,03
|
0,04
|
0,05
|
0,05
|
0,06
|
0,07
|
| 3 | 10 | 15 | 25 | mm/r | 0,01
|
0,02
|
0,03
|
0,04
|
0,05
|
0,05
|
0,06
|
0,07
|
|
| 4 | 10 | 25 | 50 | mm/r | 0,01
|
0,02
|
0,03
|
0,04
|
0,05
|
0,05
|
0,06
|
0,07
|
|
| S | 4 | 10 | 15 | 25 | mm/r | 0,01
|
0,02
|
0,03
|
0,04
|
0,05
|
0,05
|
0,06
|
0,07
|
| N | 1 | 100 | 230 | 270 | mm/r | 0,13
|
0,14
|
0,17
|
0,21
|
0,27
|
0,33
|
0,37
|
0,43
|
| 2 | 100 | 220 | 270 | mm/r | 0,14
|
0,15
|
0,17
|
0,22
|
0,29
|
0,34
|
0,39
|
0,45
|
|
| 3 | 90 | 180 | 230 | mm/r | 0,13
|
0,14
|
0,16
|
0,20
|
0,28
|
0,33
|
0,38
|
0,44
|
|
| 4 | 90 | 130 | 200 | mm/r | 0,10
|
0,12
|
0,14
|
0,16
|
0,18
|
0,20
|
0,24
|
0,28
|
|
| Material
|
Cutting Speed
|
Inch | |||||||||||
| Range
|
Recommended Feed Rate per Rev | ||||||||||||
| Min | Starting Value | Max | 1/8 .125 | 3/16 .188 | 1/4 .250 | 5/16 .313 | 3/8 .375 | 1/2 .500 | 5/8 .625 | 3/4 .750 | |||
| C | 2 | 260 | 390 | 490 | IPR | .001
|
.001
|
.001
|
.002
|
.002
|
.002
|
.002
|
.003
|
| 3 | 30 | 50 | 80 | IPR | .001
|
.001
|
.001
|
.002
|
.002
|
.002
|
.002
|
.003
|
|
| 4 | 30 | 80 | 160 | IPR | .001
|
.001
|
.001
|
.002
|
.002
|
.002
|
.002
|
.003
|
|
| S | 4 | 30 | 50 | 80 | IPR | .001
|
.001
|
.001
|
.002
|
.002
|
.002
|
.002
|
.003
|
| N | 1 | 330 | 750 | 890 | IPR | .005
|
.006
|
.007
|
.008
|
.011
|
.013
|
.015
|
.017
|
| 2 | 330 | 720 | 890 | IPR | .006
|
.006
|
.007
|
.009
|
.011
|
.013
|
.015
|
.018
|
|
| 3 | 300 | 590 | 750 | IPR | .005
|
.006
|
.006
|
.008
|
.011
|
.013
|
.015
|
.017
|
|
| 4 | 300 | 430 | 660 | IPR | .004
|
.005
|
.006
|
.006
|
.007
|
.008
|
.009
|
.011
|
|
| Material
|
<="" td=""> | <="" td="" /> |
|||||||||||
| Cutting Speed
|
Metric | ||||||||||||
| Range
|
Recommended Feed Rate per Rev | ||||||||||||
| Min | Starting Value | Max | 3,0 | 4,0 | 6,0 | 8,0 | 10,0 | 12,0 | 16,0 | 20,0 | |||
| C | 2 | 80 | 120 | 150 | mm/r | 0,01
|
0,02
|
0,03
|
0,04
|
0,05
|
0,05
|
0,06
|
0,07
|
| 3 | 10 | 15 | 25 | mm/r | 0,01
|
0,02
|
0,03
|
0,04
|
0,05
|
0,05
|
0,06
|
0,07
|
|
| 4 | 10 | 25 | 50 | mm/r | 0,01
|
0,02
|
0,03
|
0,04
|
0,05
|
0,05
|
0,06
|
0,07
|
|
| S | 4 | 10 | 15 | 25 | mm/r | 0,01
|
0,02
|
0,03
|
0,04
|
0,05
|
0,05
|
0,06
|
0,07
|
| N | 1 | 100 | 230 | 270 | mm/r | 0,13
|
0,14
|
0,17
|
0,21
|
0,27
|
0,33
|
0,37
|
0,43
|
| 2 | 100 | 220 | 270 | mm/r | 0,14
|
0,15
|
0,17
|
0,22
|
0,29
|
0,34
|
0,39
|
0,45
|
|
| 3 | 90 | 180 | 230 | mm/r | 0,13
|
0,14
|
0,16
|
0,20
|
0,28
|
0,33
|
0,38
|
0,44
|
|
| 4 | 90 | 130 | 200 | mm/r | 0,10
|
0,12
|
0,14
|
0,16
|
0,18
|
0,20
|
0,24
|
0,28
|
|