
B269 (~12 x D) • KCPK15 • A-Şaft Beyond Uzun matkaplar
HP Beyond™ Dört kenar boşluklu, uzun matkaplar • İçten soğutmalı • 12 x D
Özellikler ve avantajlar
- HP Beyond, içten soğutmalı dört kenar boşluklu uzun matkaplar.
- Çelik, dökme demir ve paslanmaz çelik malzemelerde pilot matkapsız derin delikli uygulamalar için, uygulamaya özel SC matkap.
- 12 x D'lik yüksek uzunluk, 8 x D (B256_SE) ve 15 x D (B271_HP) matkaplar arasındaki boşluğu kapatır.
- DIN 6535 HA uyarınca standart A-şafta sahiptir (2 mm adımlarla yuvarlak dairesellik).
- KCPK15™ Beyond kalite, çoklu katmanlı, yüksek ısıl sertliği olan TiAlN esaslı bir kaplamadır.
- Yüksek düzeyde parlatılmış yüzey düşük basınçlı soğutma sıvısı uygulandığında da üstün talaş boşaltma sağlar.
Kullanım ve uygulama alanları
Drilling
Drilling: Inclined Exit
Drilling: Stacked Plates
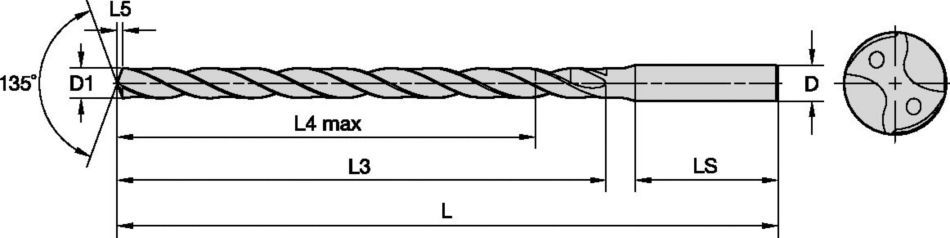
Tool Dimensions: 2flute/4margin/coolant
DIN number 6535
Drilling - Through Coolant
Through Coolant: MQL (Minimum Quantity Lubricant): Drilling
Shank - Cylindrical Plain ≤h6
Helix Angle: 30°
Drilling Depth: 12x
Drilling: Cross-Hole Drilling
 <="" td="">
<="" td=""> <="" td="">
<="" td=""> <="" td="" />
<="" td="" />