
KenDrill™ HPS • 30 x D • Internal Coolant • Straight Shank • Metric
Beyond™ SC Derin delik matkapları • Çelik ve demir dışı malzemeler • İçten soğutmalı
Özellikler ve avantajlar
- Çelik, dökme demir ve demir dışı malzemeler için içten soğutmalı karbür HP derin delik matkapları.
- Geleneksel HSS ve namlu matkaplarına göre 4 kata kadar daha hızlı 30 x D'ye kadar delikler delmek için uygulamaya özel SC matkap.
- 2,383–16 mm (0.0938–0.6299″) değeriyle piyasadaki en geniş çap aralığı.
- KMH uç geometrisi özellikle krank mili uygulamaları için yarı standart olarak mevcuttur.
- KCPK20™ Kalite (B27_HPG), AlCrN-TiAlN esaslı bir kaplamadır ve üstün aşınma direnci sağlar. Yeni ultra ince taneli karbür çelik ve demirde yüksek ilerleme oranlarında iş süreci güvenilirliği sağlar.
- Yüksek düzeyde parlatılmış yüzeye sahip kaplamasız KN25™ Beyond Kalite (B27_HPS) alüminyum ve ısıl dirençli alaşımlarda düşük basınçlı soğutma sıvısı veya az miktarda yağlama uygulandığında da üstün talaş boşaltma sağlar ve kesme kenarında talaş yapışmasını engeller.
Kullanım ve uygulama alanları
Drilling: Stacked Plates
Drilling
Drilling: Inclined Exit
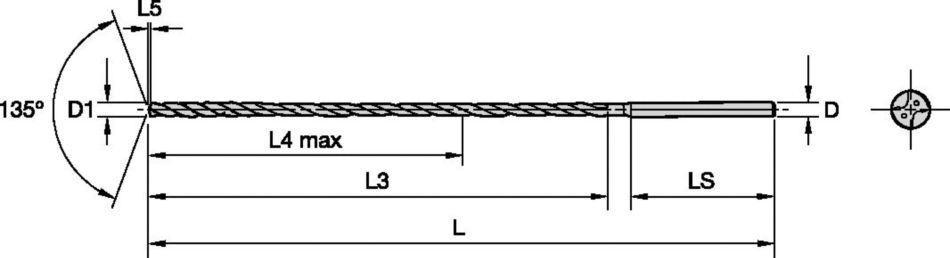
Tool Dimensions: 2flute/4margin/coolant
DIN number 6535
Drilling - Through Coolant
Through Coolant: MQL (Minimum Quantity Lubricant): Drilling
Shank - Cylindrical Plain ≤h6
Helix Angle: 30°
Drilling: Cross-Hole Drilling
 <="" td="">
<="" td=""> <="" td="" />
<="" td="" />