
B951A (~3 x D) • KCH15 • A-Shank • KMH Drills
KMH Matkaplar • Sert malzemeler • İçten soğutmalı
Özellikler ve avantajlar
- The all new KMH solid carbide drills are engineered for hard material applications up to 65 HRC. The B95_ drill series with through coolant and 140° point is designed for deeper applications.
- KMH Point Design with curved cutting edge with corner chamfer for maximum corner stability in hard materials. It avoids chipping on cutting edge thus pre-mature wear.
- Special flute design with strong web to increase the strength of the drill in tough applications with short chips. B95_ series with 30° helix angle to improve chip evacuation in higher length-to-diameter ratios.
- KCH15 on B95_ with its higher toughness supports edge strength at increased rake angles, which are applied to improve chip evacuation in higher L/D ratios. It carries a high temperature and shock resistance AlTiN coating for machining hardened material to increase tool life.
Kullanım ve uygulama alanları
Drilling
Drilling: Stacked Plates
Corner Style: Corner Chamfer
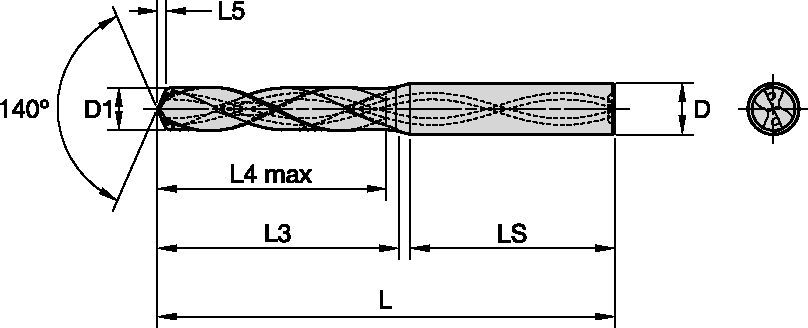
Tool Dimensions: 2flute/2margin/coolant
DIN number 6535
DIN number 6537
Drilling - Through Coolant
Through Coolant: MQL (Minimum Quantity Lubricant): Drilling
Shank - Cylindrical Plain ≤h6
Helix Angle: 30°
 <="" td="">
<="" td=""> <="" td="" />
<="" td="" />