
B210_SGL (~3 x D) • B211_SGL (~5 x D) • B212_SGL (~8 x D) • KCMS15 • A-Shank • SGL Drills
SGL Matkaplar • Paslanmaz çelik • İçten soğutmalı
Özellikler ve avantajlar
- SGL drills with through coolant for stainless steel and high-temperature alloys.
- By combining unique Kennametal features such as the all new SGL-Point-Geometry with a patented gashing, an unique Flute Design and a best in class coating into one tool, the B21*SGL drill is the ultimate high volume production tool.
- All new SGL point geometry with improved web thinning and patented gashing which migrate in a straight cutting edge enables high cutting parameters (feeds), improves hole quality and creates controlled chips which leads to a reliable performance.
- KCMS15 grade is a Monolayer PVD AlTiN coated fine grain carbide with superior surface finish. First choice for stainless steel, high-temperature resistant materials. The coating offers high hardness and excellent wear resistance as well as enhanced high-temperature properties increasing its applicability also to MQL machining of steel.
- The highly polished surface ensures superior chip evacuation even when low-pressure coolant is applied.
- Ideal point angle and tolerance make the B21_SGL series the preffered pilot drill for B27_SGL series Solid Carbide deep Hole Drills.
Kullanım ve uygulama alanları
Drilling: Stacked Plates
Drilling
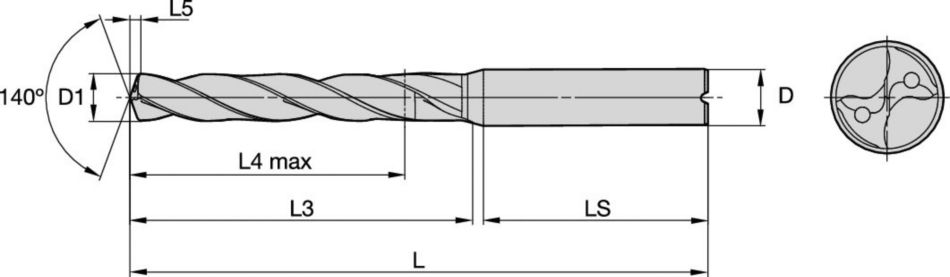
Tool Dimensions: 2flute/2margin/coolant
DIN number 6535
DIN number 6537
Drilling - Through Coolant
Shank - Cylindrical Plain ≤h6
Helix Angle: 30°
Drilling Depth: 3x
Drilling Depth: 5x
Drilling Depth: 8x
 <="" td="">
<="" td=""> <="" td="" />
<="" td="" />