Hoş Geldiniz
Lütfen tercihlerinizi onaylayın
Tercihleri Güncelle
Ürün Önerileri
Product Family suggestions
Merhaba, User Name
Seçtiğiniz Hesap:
There is an issue with your account. Please contact customer support.
Sold To Account
Hesabı Değiştir
Ship To Account
Hesabı Değiştir
- Kontrol Paneli
- Siparişleri Yönet
- Kanalları Yönet
- Adres Defteri
-
Bildirimler
Tümünü okundu olarak işaretle - Sık Kullanılanlar
- Parolayı Değiştir
- Profilim
- Oturumu Kapat
Ürün(ler)
sepete başarıyla eklendi
Sepeti Görüntüle
Sepeti Görüntüle
Limitli süre geçerli olan tekliflerimizle az ödeyip, daha çok frezeleyin.
Şimdi Satın Alın.
Ürün(ler)
sepete başarıyla eklendi
Sepeti Görüntüle
Sepeti Görüntüle
Editing Solution
Adding Solution
Solution Name: {{SolutionName}}- Ürünler
- /
- KenReam™ S103 • Alın kertiği • 5 x D • İçten soğutmalı • Düz şaft
Sending to SolidCAM in progress...
Downloaded file will be available after import in the SolidCAM tool library.
KenReam™ S103 • Alın kertiği • 5 x D • İçten soğutmalı • Düz şaft
Çelikte açık delikler için karbür rayba
Özellikler ve avantajlar
- Üstün takım ömrü ve verimlilik için gelişmiş altyapı ve kaplama.
- Mükemmel talaş şekillendirme ve alına doğru sorunsuz talaş boşalması için artırılmış diş sayısına sahip benzersiz alın kertiği tasarımı.
Kullanım ve uygulama alanları
Reaming: Through Hole
Reaming: Through & Cross Holes
Reaming - Through Coolant
Shank - Cylindrical Plain
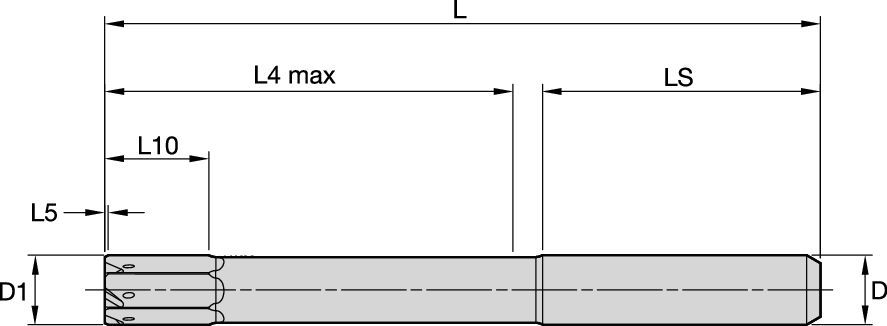
Tasarlanmış çözüm raybalar için ölçüler
| D1 min | D1 max | D | L | L4 | L10 | LS | ||||||||
| mm | in | mm | in | mm | in | mm | in | mm | in | mm | in | mm | in | Z |
| 14,000 | 0.5512 | 15,999 | 0.6299 | 16 | 0.630 | 147,4 | 5.80 | 92,4 | 3.64 | 7,5 | 0.30 | 49 | 1.93 | 6 |
| 16,000 | 0.6299 | 17,999 | 0.7086 | 20 | 0.787 | 159,4 | 6.28 | 102,4 | 4.03 | 7,5 | 0.30 | 51 | 2.01 | 6 |
| 18,000 | 0.7087 | 20,000 | 0.7874 | 20 | 0.787 | 173,4 | 6.83 | 116,4 | 4.58 | 7,5 | 0.30 | 51 | 2.01 | 6 |
| 20,001 | 0.7874 | 22,499 | 0.8858 | 20 | 0.787 | 202,4 | 7.97 | 145,4 | 5.72 | 7,5 | 0.30 | 51 | 2.01 | 6 |
| 22,500 | 0.8858 | 24,999 | 0.9842 | 20 | 0.787 | 212,4 | 8.36 | 155,4 | 6.12 | 7,5 | 0.30 | 51 | 2.01 | 6 |
| 25,000 | 0.9843 | 27,499 | 1.0826 | 25 | 0.984 | 232,4 | 9.15 | 169,4 | 6.67 | 7,5 | 0.30 | 57 | 2.24 | 8 |
| 27,500 | 1.0827 | 29,999 | 1.1811 | 25 | 0.984 | 242,4 | 9.54 | 179,4 | 7.06 | 7,5 | 0.30 | 57 | 2.24 | 8 |
| 30,000 | 1.1811 | 32,499 | 1.2795 | 25 | 0.984 | 272,4 | 10.72 | 209,4 | 8.24 | 7,5 | 0.30 | 57 | 2.24 | 8 |
| 32,500 | 1.2795 | 34,999 | 1.3779 | 32 | 1.260 | 272,4 | 10.72 | 205,4 | 8.09 | 7,5 | 0.30 | 61 | 2.40 | 8 |
| 35,000 | 1.3780 | 37,499 | 1.4763 | 32 | 1.260 | 272,4 | 10.72 | 205,4 | 8.09 | 7,5 | 0.30 | 61 | 2.40 | 8 |
| 37,500 | 1.4764 | 39,999 | 1.5748 | 32 | 1.260 | 272,4 | 10.72 | 205,4 | 8.09 | 7,5 | 0.30 | 61 | 2.40 | 8 |
| 40,000 | 1.5748 | 42,500 | 1.6732 | 32 | 1.260 | 272,4 | 10.72 | 205,4 | 8.09 | 7,5 | 0.30 | 61 | 2.40 | 8 |
| Material
|
 <="" td=""> <="" td=""> |  <="" td=""> <="" td=""> |  <="" td=""> <="" td=""> |  <="" td=""> <="" td=""> | ||||||||||
| straight flute | helical flute | |||||||||||||
| K605 | KC6305 | Inch | ||||||||||||
| Cutting Speed
|
Cutting Speed
|
Recommended Feed Rate per Tooth | ||||||||||||
| Range
|
Range
|
Tool Diameter
|
.164–.281 | .282–.378 | .378–.551 | |||||||||
| Min | Starting Value | Max | Min | Starting Value | Max | Feed/Tooth | Min | Max | Min | Max | Min | Max | ||
| P | 1 | 131 | 197 | 230 | 295 | 394 | 508 | inch/z | .002 | .004 | .002 | .005 | .002 | .006 |
| 2 | 131 | 197 | 230 | 295 | 394 | 508 | inch/z | .002 | .004 | .002 | .005 | .002 | .006 | |
| 3 | 115 | 164 | 197 | 246 | 328 | 426 | inch/z | .002 | .004 | .002 | .005 | .002 | .006 | |
| 4 | 82 | 131 | 148 | 197 | 262 | 344 | inch/z | .002 | .004 | .002 | .005 | .002 | .006 | |
| 5 | 49 | 66 | 82 | 98 | 131 | 180 | inch/z | .002 | .003 | .002 | .004 | .002 | .005 | |
| 6 | 49 | 66 | 82 | 98 | 131 | 180 | inch/z | .002 | .003 | .002 | .004 | .002 | .005 | |
| M | 1 | 26 | 33 | 49 | 49 | 66 | 92 | inch/z | .002 | .003 | .002 | .004 | .002 | .004 |
| 2 | 26 | 33 | 49 | 49 | 66 | 92 | inch/z | .002 | .003 | .002 | .004 | .002 | .004 | |
| 3 | 26 | 33 | 49 | 49 | 66 | 92 | inch/z | .002 | .003 | .002 | .004 | .002 | .004 | |
| K | 1 | 115 | 164 | 197 | 246 | 328 | 426 | inch/z | .002 | .006 | .002 | .007 | .002 | .008 |
| 2 | 82 | 131 | 164 | 197 | 295 | 361 | inch/z | .002 | .006 | .002 | .006 | .002 | .007 | |
| 3 | 66 | 98 | 148 | 197 | 262 | 344 | inch/z | .002 | .005 | .002 | .006 | .002 | .006 | |
| N | 1 | 361 | 492 | 640 | – | – | – | inch/z | .002 | .006 | .002 | .007 | .002 | .008 |
| 2 | 361 | 492 | 640 | – | – | – | inch/z | .002 | .006 | .002 | .007 | .002 | .008 | |
| 3 | 361 | 492 | 640 | – | – | – | inch/z | .002 | .006 | .002 | .007 | .002 | .008 | |
| 4 | 361 | 492 | 640 | – | – | – | inch/z | .002 | .006 | .002 | .007 | .002 | .008 | |
| 5 | 344 | 459 | 590 | – | – | – | inch/z | .002 | .006 | .002 | .007 | .002 | .008 | |
| S | 1 | 26 | 33 | 49 | 49 | 66 | 92 | inch/z | .002 | .003 | .002 | .004 | .002 | .005 |
| 2 | 26 | 33 | 49 | 50 | 66 | 92 | inch/z | .002 | .003 | .002 | .004 | .002 | .005 | |
| 3 | 49 | 66 | 98 | 66 | 98 | 131 | inch/z | .002 | .004 | .002 | .005 | .002 | .006 | |
| 4 | 49 | 66 | 98 | 66 | 98 | 131 | inch/z | .002 | .004 | .002 | .005 | .002 | .006 | |
| Material
|
<="" td=""> | <="" td=""> | <="" td=""> | <="" td=""> | ||||||||||
| straight flute | helical flute | |||||||||||||
| K605 | KC6305 | Metric | ||||||||||||
| Cutting Speed
|
Recommended Feed Rate per Tooth | |||||||||||||
| Range
|
Tool Diameter
|
4,16–7,15mm | 7,16–9,59mm | 9,60–14,00mm | ||||||||||
| Min | Starting Value | Max | Min | Starting Value | Max | Feed/Tooth | Min | Max | Min | Max | Min | Max | ||
| P | 1 | 40 | 60 | 70 | 90 | 120 | 155 | mm/z | 0,05 | 0,10 | 0,05 | 0,12 | 0,05 | 0,15 |
| 2 | 40 | 60 | 70 | 90 | 120 | 155 | mm/z | 0,05 | 0,10 | 0,05 | 0,12 | 0,05 | 0,15 | |
| 3 | 35 | 50 | 60 | 75 | 100 | 130 | mm/z | 0,05 | 0,10 | 0,05 | 0,12 | 0,05 | 0,15 | |
| 4 | 25 | 40 | 45 | 60 | 80 | 105 | mm/z | 0,05 | 0,10 | 0,05 | 0,12 | 0,05 | 0,15 | |
| 5 | 15 | 20 | 25 | 30 | 40 | 55 | mm/z | 0,04 | 0,08 | 0,04 | 0,10 | 0,04 | 0,12 | |
| 6 | 15 | 20 | 25 | 30 | 40 | 55 | mm/z | 0,04 | 0,08 | 0,04 | 0,10 | 0,04 | 0,12 | |
| M | 1 | 8 | 10 | 15 | 15 | 20 | 28 | mm/z | 0,04 | 0,08 | 0,04 | 0,09 | 0,04 | 0,10 |
| 2 | 8 | 10 | 15 | 15 | 20 | 28 | mm/z | 0,04 | 0,08 | 0,04 | 0,09 | 0,04 | 0,10 | |
| 3 | 8 | 10 | 15 | 15 | 20 | 28 | mm/z | 0,04 | 0,08 | 0,04 | 0,09 | 0,04 | 0,10 | |
| K | 1 | 35 | 50 | 60 | 75 | 100 | 130 | mm/z | 0,05 | 0,16 | 0,05 | 0,18 | 0,05 | 0,20 |
| 2 | 25 | 40 | 50 | 60 | 90 | 110 | mm/z | 0,05 | 0,14 | 0,05 | 0,16 | 0,05 | 0,18 | |
| 3 | 20 | 30 | 45 | 60 | 80 | 105 | mm/z | 0,05 | 0,12 | 0,05 | 0,14 | 0,05 | 0,16 | |
| N | 1 | 110 | 150 | 195 | – | – | – | mm/z | 0,06 | 0,16 | 0,06 | 0,18 | 0,06 | 0,20 |
| 2 | 110 | 150 | 195 | – | – | – | mm/z | 0,06 | 0,16 | 0,06 | 0,18 | 0,06 | 0,20 | |
| 3 | 110 | 150 | 195 | – | – | – | mm/z | 0,06 | 0,16 | 0,06 | 0,18 | 0,06 | 0,20 | |
| 4 | 110 | 150 | 195 | – | – | – | mm/z | 0,06 | 0,16 | 0,06 | 0,18 | 0,06 | 0,20 | |
| 5 | 105 | 140 | 180 | – | – | – | mm/z | 0,06 | 0,16 | 0,06 | 0,18 | 0,06 | 0,20 | |
| S | 1 | 8 | 10 | 15 | 15 | 20 | 28 | mm/z | 0,04 | 0,08 | 0,04 | 0,10 | 0,04 | 0,12 |
| 2 | 8 | 10 | 15 | 15 | 20 | 28 | mm/z | 0,04 | 0,08 | 0,04 | 0,10 | 0,04 | 0,12 | |
| 3 | 15 | 20 | 30 | 20 | 30 | 40 | mm/z | 0,05 | 0,10 | 0,05 | 0,12 | 0,05 | 0,15 | |
| 4 | 15 | 20 | 30 | 20 | 30 | 40 | mm/z | 0,05 | 0,10 | 0,05 | 0,12 | 0,05 | 0,15 | |
| <="" td=""> | <="" td=""> | <="" td=""> | <="" td=""> | |||||||||||
| straight flute | helical flute | |||||||||||||
| K605 | KC6305 | Metric | ||||||||||||
| Cutting Speed
|
Recommended Feed Rate per Tooth | |||||||||||||
| Range
|
Tool Diameter
|
4,16–7,15 | 7,16–9,59 | 9,60–14,00 | ||||||||||
| Material
|
Min | Starting Value | Max | Min | Starting Value | Max | Feed/Tooth | Min | Max | Min | Max | Min | Max | |
| P | 1 | 40 | 60 | 70 | 90 | 120 | 155 | mm/z | 0,05 | 0,10 | 0,05 | 0,12 | 0,05 | 0,15 |
| 2 | 40 | 60 | 70 | 90 | 120 | 155 | mm/z | 0,05 | 0,10 | 0,05 | 0,12 | 0,05 | 0,15 | |
| 3 | 35 | 50 | 60 | 75 | 100 | 130 | mm/z | 0,05 | 0,10 | 0,05 | 0,12 | 0,05 | 0,15 | |
| 4 | 25 | 40 | 45 | 60 | 80 | 105 | mm/z | 0,05 | 0,10 | 0,05 | 0,12 | 0,05 | 0,15 | |
| 5 | 15 | 20 | 25 | 30 | 40 | 55 | mm/z | 0,04 | 0,08 | 0,04 | 0,10 | 0,04 | 0,12 | |
| 6 | 15 | 20 | 25 | 30 | 40 | 55 | mm/z | 0,04 | 0,08 | 0,04 | 0,10 | 0,04 | 0,12 | |
| M | 1 | 8 | 10 | 15 | 15 | 20 | 28 | mm/z | 0,04 | 0,08 | 0,04 | 0,09 | 0,04 | 0,10 |
| 2 | 8 | 10 | 15 | 15 | 20 | 28 | mm/z | 0,04 | 0,08 | 0,04 | 0,09 | 0,04 | 0,10 | |
| 3 | 8 | 10 | 15 | 15 | 20 | 28 | mm/z | 0,04 | 0,08 | 0,04 | 0,09 | 0,04 | 0,10 | |
| K | 1 | 35 | 50 | 60 | 75 | 100 | 130 | mm/z | 0,05 | 0,16 | 0,05 | 0,18 | 0,05 | 0,20 |
| 2 | 25 | 40 | 50 | 60 | 90 | 110 | mm/z | 0,05 | 0,14 | 0,05 | 0,16 | 0,05 | 0,18 | |
| 3 | 20 | 30 | 45 | 60 | 80 | 105 | mm/z | 0,05 | 0,12 | 0,05 | 0,14 | 0,05 | 0,16 | |
| N | 1 | 110 | 150 | 195 | – | – | – | mm/z | 0,06 | 0,16 | 0,06 | 0,18 | 0,06 | 0,20 |
| 2 | 110 | 150 | 195 | – | – | – | mm/z | 0,06 | 0,16 | 0,06 | 0,18 | 0,06 | 0,20 | |
| 3 | 110 | 150 | 195 | – | – | – | mm/z | 0,06 | 0,16 | 0,06 | 0,18 | 0,06 | 0,20 | |
| 4 | 110 | 150 | 195 | – | – | – | mm/z | 0,06 | 0,16 | 0,06 | 0,18 | 0,06 | 0,20 | |
| 5 | 105 | 140 | 180 | – | – | – | mm/z | 0,06 | 0,16 | 0,06 | 0,18 | 0,06 | 0,20 | |
| S | 1 | 8 | 10 | 15 | 15 | 20 | 28 | mm/z | 0,04 | 0,08 | 0,04 | 0,10 | 0,04 | 0,12 |
| 2 | 8 | 10 | 15 | 15 | 20 | 28 | mm/z | 0,04 | 0,08 | 0,04 | 0,10 | 0,04 | 0,12 | |
| 3 | 15 | 20 | 30 | 20 | 30 | 40 | mm/z | 0,05 | 0,10 | 0,05 | 0,12 | 0,05 | 0,15 | |
| 4 | 15 | 20 | 30 | 20 | 30 | 40 | mm/z | 0,05 | 0,10 | 0,05 | 0,12 | 0,05 | 0,15 | |
| Recommended Reaming Allowance in Diameter | ||||||
| Tool Diameter (mm) | 4,000
|
7,001
|
10,001
|
|||
| 2 x ap | min | max | min | max | min | max |
| mm | 0,20 | 0,30 | 0,20 | 0,30 | 0,20 | 0,40 |
| Material
|
Cutting Speed
|
Recommended feed per tooth (fz = mm/th) | |||||||||
| Range
|
|||||||||||
| Min | Starting Value | Max | Tool Diameter
|
4,000
|
7,001
|
10,001
|
|||||
| Feed/Tooth | Min | Max | Min | Max | Min | Max | |||||
| P | 1 | 90 | 130 | 160 | mm/z | 0,06 | 0,12 | 0,08 | 0,15 | 0,08 | 0,20 |
| 2 | 90 | 130 | 160 | mm/z | 0,06 | 0,12 | 0,08 | 0,15 | 0,08 | 0,20 | |
| 3 | 90 | 130 | 160 | mm/z | 0,06 | 0,12 | 0,08 | 0,15 | 0,08 | 0,20 | |
| 4 | 80 | 120 | 160 | mm/z | 0,06 | 0,12 | 0,08 | 0,15 | 0,08 | 0,20 | |
| 5 | 20 | 40 | 60 | mm/z | 0,06 | 0,12 | 0,08 | 0,15 | 0,08 | 0,15 | |
| 6 | 20 | 40 | 60 | mm/z | 0,06 | 0,12 | 0,08 | 0,15 | 0,08 | 0,15 | |
| M | 1 | 20 | 40 | 50 | mm/z | 0,08 | 0,12 | 0,08 | 0,15 | 0,08 | 0,15 |
| 2 | 20 | 40 | 50 | mm/z | 0,08 | 0,12 | 0,08 | 0,15 | 0,08 | 0,15 | |
| 3 | 20 | 40 | 50 | mm/z | 0,08 | 0,12 | 0,08 | 0,15 | 0,08 | 0,15 | |
| K | 1 | 80 | 160 | 240 | mm/z | 0,06 | 0,15 | 0,08 | 0,20 | 0,08 | 0,20 |
| 2 | 80 | 140 | 200 | mm/z | 0,06 | 0,15 | 0,08 | 0,20 | 0,08 | 0,20 | |
| 3 | 60 | 90 | 120 | mm/z | 0,06 | 0,15 | 0,08 | 0,15 | 0,08 | 0,15 | |
| S | 1 | 15 | 20 | 30 | mm/z | 0,06 | 0,12 | 0,06 | 0,15 | 0,06 | 0,15 |
| 2 | 15 | 20 | 30 | mm/z | 0,06 | 0,12 | 0,06 | 0,15 | 0,06 | 0,15 | |
| 3 | 20 | 30 | 40 | mm/z | 0,06 | 0,12 | 0,06 | 0,15 | 0,06 | 0,15 | |
| 4 | 20 | 30 | 40 | mm/z | 0,06 | 0,12 | 0,06 | 0,15 | 0,06 | 0,15 | |