
KNS® • Arbor Mount • Inch
Slot milling cutter for multiple materials.
Özellikler ve avantajlar
- The Double-V Design of the insert and the insert pocket securely holds the insert in place, minimises radial runout, providing high slot width accuracy and high repeatability.
- A unique self-clamping mechanism ensures easy insert exchange.
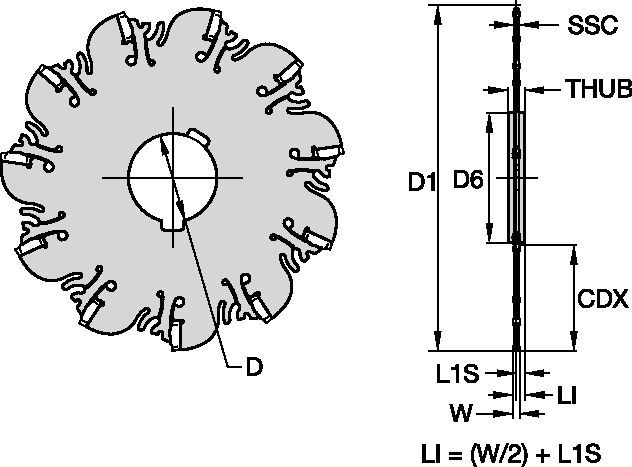
- Integral hub for high accuracy and repeatability.
- Two-keyway hub design for gang slotting applications.
Kullanım ve uygulama alanları
100055043
Slotting: Side
 <="" td="">
<="" td="">