Hoş Geldiniz
Lütfen tercihlerinizi onaylayın
Tercihleri Güncelle
Ürün Önerileri
Product Family suggestions
Merhaba, User Name
Seçtiğiniz Hesap:
There is an issue with your account. Please contact customer support.
Sold To Account
Hesabı Değiştir
Ship To Account
Hesabı Değiştir
- Kontrol Paneli
- Siparişleri Yönet
- Kanalları Yönet
- Adres Defteri
-
Bildirimler
Tümünü okundu olarak işaretle - Sık Kullanılanlar
- Parolayı Değiştir
- Profilim
- Oturumu Kapat
Ürün(ler)
sepete başarıyla eklendi
Sepeti Görüntüle
Sepeti Görüntüle
Limitli süre geçerli olan tekliflerimizle az ödeyip, daha çok frezeleyin.
Şimdi Satın Alın.
Ürün(ler)
sepete başarıyla eklendi
Sepeti Görüntüle
Sepeti Görüntüle
Editing Solution
Adding Solution
Solution Name: {{SolutionName}}- Ürünler
- /
- Metal İşleme Takımları
- /
- Vida Açma
- /
- HSS Kılavuzlama
- /
- HSS-E-PM Kılavuzları
- /
- T65_
- /
- T650 • Metrik ekstra uzun • Form C Yarı düşürülmüş ağızlama pahı • Rüzgar enerjisi
Sending to SolidCAM in progress...
Downloaded file will be available after import in the SolidCAM tool library.
T650 • Metrik ekstra uzun • Form C Yarı düşürülmüş ağızlama pahı • Rüzgar enerjisi
Beyond™ Helisel kanallı HSS-E-PM Kılavuzlar • Kör delikler
Özellikler ve avantajlar
- KP6525 TiCN + TiN, çelik ve dökme demirde vida dişi açma için uygun.
Kullanım ve uygulama alanları
Threading: Blind Hole
Class of Fit: 6HX
Chamfer Form C (2–3)
HSS-E-PM
Manufacturer’s Specs: M
Flood Coolant: Tapping
Tapping Helix Angle: 15°
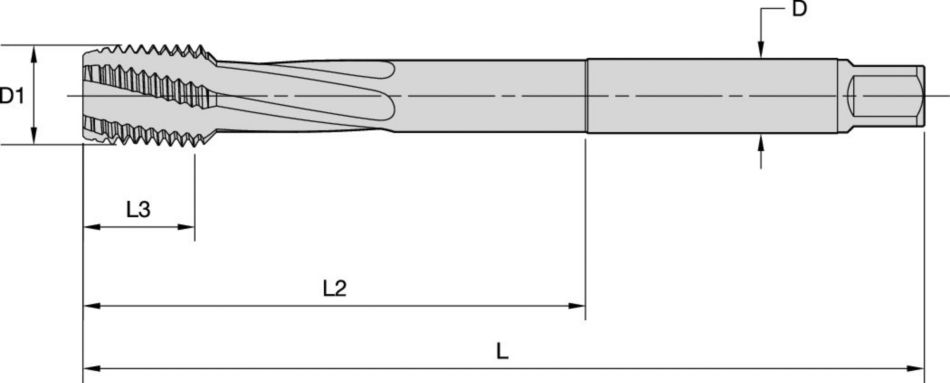
Tolerans
| shank tolerance | |
| D | tolerance h6 + / - |
| 12
|
+0, -0,011 |
| 20
|
+0, -0,013 |
| 32
|
+0, -0,016 |
DIN 371
| D1 | pitch | D | L | L3* | L2 | L5 | S10 |
| M3 | 0.5 | 3.5 | 56 | 11 | 18 | 6 | 2.7 |
| M3.5 | 0.6 | 4 | 56 | 12 | 20 | 6 | 3 |
| M4 | 0.7 | 4.5 | 63 | 13 | 21 | 6 | 3.4 |
| M4.5 | 0.75 | 6 | 70 | 16 | 25 | 8 | 4.9 |
| M5 | 0.8 | 6 | 70 | 16 | 25 | 8 | 4.9 |
| M6 | 1 | 6 | 80 | 19 | 30 | 8 | 4.9 |
| M7 | 1 | 7 | 80 | 19 | 30 | 8 | 5.5 |
| M8 | 0.75 | 8 | 80 | 18 | 30 | 9 | 6.2 |
| M8 | 1.25 | 8 | 90 | 22 | 35 | 9 | 6.2 |
| M9 | 0.75 | 9 | 80 | 18 | 30 | 10 | 7 |
| M9 | 1.25 | 9 | 90 | 22 | 35 | 10 | 7 |
| M10 | 1 | 10 | 90 | 20 | 35 | 11 | 8 |
| M10 | 1.5 | 10 | 100 | 24 | 39 | 11 | 8 |
DIN 374
| pitch | |||||||
| D1 | minimum | maximum | D | L | L3* | L5 | S10 |
| M8 | 0.2 | 0.75 | 6 | 80 | 18 | 8 | 4.9 |
| M8 | — | 1 | 6 | 90 | 22 | 8 | 4.9 |
| M9 | 0.2 | 0.75 | 7 | 80 | 18 | 8 | 5.5 |
| M9 | — | 1 | 7 | 90 | 22 | 8 | 5.5 |
| M10 | 0.2 | 1 | 7 | 90 | 20 | 8 | 5.5 |
| M10 | — | 1.25 | 7 | 100 | 24 | 8 | 5.5 |
| M11 | 0.35 | 1 | 8 | 90 | 20 | 9 | 6.2 |
| M12 | 0.35 | 1.5 | 9 | 100 | 22 | 10 | 7 |
| M14 | 0.35 | 1.5 | 11 | 100 | 22 | 12 | 9 |
| M16 | 0.35 | 1.5 | 12 | 100 | 22 | 12 | 9 |
| M16 | — | 2 | 12 | 110 | 32 | 12 | 9 |
| M18 | 0.35 | 1.5 | 14 | 110 | 25 | 14 | 11 |
| M18 | — | 2 | 14 | 125 | 34 | 14 | 11 |
| M20 | 0.35 | 1.5 | 16 | 125 | 25 | 15 | 12 |
| M20 | — | 2 | 16 | 140 | 34 | 15 | 12 |
| M22 | 0.35 | 1.5 | 18 | 125 | 25 | 17 | 14.5 |
| M22 | — | 2 | 18 | 140 | 34 | 17 | 14.5 |
| M24 | 0.35 | 2 | 18 | 140 | 28 | 17 | 14.5 |
| M27 | 0.35 | 2 | 20 | 140 | 28 | 19 | 16 |
| M30 | 0.35 | 2 | 22 | 150 | 28 | 21 | 18 |
| M30 | — | 3 | 22 | 180 | 45 | 21 | 18 |
DIN 376
| D1 | pitch | D | L | L3* | L5 | S10 |
| M8 | 1.25 | 6 | 90 | 22 | 8 | 4.9 |
| M9 | 1.25 | 7 | 90 | 22 | 8 | 5.5 |
| M10 | 1.5 | 7 | 100 | 24 | 8 | 5.5 |
| M11 | 1.5 | 8 | 100 | 24 | 9 | 6.2 |
| M12 | 1.75 | 9 | 110 | 28 | 10 | 7 |
| M14 | 2 | 11 | 110 | 30 | 12 | 9 |
| M16 | 2 | 12 | 110 | 32 | 12 | 9 |
| M18 | 2.5 | 14 | 125 | 34 | 14 | 11 |
| M20 | 2.5 | 16 | 140 | 34 | 15 | 12 |
| M22 | 2.5 | 18 | 140 | 34 | 17 | 14.5 |
| M24 | 3 | 18 | 160 | 38 | 17 | 14.5 |
| M27 | 3 | 20 | 160 | 38 | 19 | 16 |
| M30 | 3.5 | 22 | 180 | 45 | 21 | 18 |
| M33 | 3.5 | 25 | 180 | 50 | 23 | 20 |
| M36 | 4 | 28 | 200 | 56 | 25 | 22 |
| M39 | 4 | 32 | 200 | 60 | 27 | 24 |
| M42 | 4.5 | 32 | 200 | 60 | 27 | 24 |
| M45 | 4.5 | 36 | 220 | 65 | 32 | 29 |
JIS Tip 3 Metrik kaba
| D1 | pitch | D | L | L3 | L5 | S10 |
| M8 | 1.25 | 6.2 | 70 | 22 | 8 | 5 |
| M9 | 1.25 | 7 | 72 | 22 | 8 | 5.5 |
| M10 | 1.5 | 7 | 75 | 24 | 8 | 5.5 |
| M11 | 1.5 | 8 | 80 | 25 | 9 | 6 |
| M12 | 1.75 | 8.5 | 82 | 29 | 9 | 6.5 |
| M14 | 2 | 10.5 | 88 | 30 | 11 | 8 |
| M16 | 2 | 12.5 | 95 | 32 | 13 | 10 |
| M18 | 2.5 | 14 | 100 | 37 | 14 | 11 |
| M20 | 2.5 | 15 | 105 | 37 | 15 | 12 |
| M22 | 2.5 | 17 | 115 | 38 | 16 | 13 |
| M24 | 3 | 19 | 120 | 45 | 18 | 15 |
| HSS-E-PM Taps • Grades KP6505 KP6525 KM6515 | ||||||||||||||||
| Tapping Operation | Tap Style | Grade1 | Cutting Speed
|
|||||||||||||
| Starting Value | ||||||||||||||||
| m/min | 3 | 5 | 10 | 15 | 20 | 25 | 30 | 35 | 40 | 45 | 50 | 55 | 60 | |||
| SFM | 10 | 16 | 33 | 49 | 66 | 82 | 98 | 115 | 131 | 148 | 164 | 180 | 197 | |||
| P1 • Low-Carbon Steels, Long Chipping • Content: C 0.25% • Tensile Strength RM (MPa*): 530 • Hardness (HB) or HRC: 125 | ||||||||||||||||
| Through Holes | T620 | KP6525 | 38 | 30 | 45 | |||||||||||
| 125 | 98 | 148 | ||||||||||||||
| Blind Holes | T630 | KP6525 | 23 | 18 | 27 | |||||||||||
| 75 | 59 | 89 | ||||||||||||||
| P2 • Low-Carbon Steels, Free Machining, and Short Chipping • Content C 0.25% • Tensile Strength RM (MPa*): 650 • Hardness (HB) or HRC: 220 | ||||||||||||||||
| Through Holes | T620 | KP6525 | 33 | 25 | 40 | |||||||||||
| 108 | 82 | 131 | ||||||||||||||
| Blind Holes | T630 | KP6525 | 20 | 15 | 25 | |||||||||||
| 65 | 49 | 82 | ||||||||||||||
| P3 • Medium- and High-Plain Carbon Steels, Low-Alloyed • Content C
|
||||||||||||||||
| Through Holes | T620 | KP6525 | 28 | 20 | 35 | |||||||||||
| 92 | 66 | 115 | ||||||||||||||
| Blind Holes | T630 | KP6525 | 17 | 12 | 21 | |||||||||||
| 55 | 59 | 69 | ||||||||||||||
| P5 • Ferritic, Martensitic, and PH Stainless Steels • Content C= 0-0.4% • Tensile Strength RM (MPa*): 600–850 • Hardness (HB) HRC: 330 | ||||||||||||||||
| Through Holes | T620 | KP6525 | 18 | 10 | 25 | |||||||||||
| 59 | 33 | 82 | ||||||||||||||
| Blind Holes | T630 | KP6525 | 11 | 6 | 15 | |||||||||||
| 35 | 20 | 49 | ||||||||||||||
| P6 • High-Strength Ferritic, Martensitic, and PH Stainless Steels • Content C=0.1-0.6% • Tensile Strength RM (MPa*): 900-1350 • Hardness (HB) HRC: 350–450 | ||||||||||||||||
| Through Holes | T620 | KP6525 | 10 | 5 | 15 | |||||||||||
| 33 | 16 | 49 | ||||||||||||||
| Blind Holes | T630 | KP6525 | 6 | 3 | 9 | |||||||||||
| 20 | 10 | 30 | ||||||||||||||
| M1 • Austenitic Stainless Steel • Content C=0.05-0.15% • Tensile Strength RM (MPa*): 650 • Hardness (HB) or HRC: 130-200 | ||||||||||||||||
| Through Holes | T620 | KM6515 | 15 | 10 | 20 | |||||||||||
| 49 | 33 | 66 | ||||||||||||||
| Blind Holes | T630 | KM6515 | 9 | 6 | 12 | |||||||||||
| 30 | 20 | 39 | ||||||||||||||
| M2 • High-Strength Austenitic Stainless and Cast Stainless Steels • Content C=0.05-0.15% • Tensile Strength RM (MPa*): 500 - 700 • Hardness (HB) or HRC: 150-230 | ||||||||||||||||
| Through Holes | T620 | KM6515 | 15 | 10 | 20 | |||||||||||
| 49 | 33 | 66 | ||||||||||||||
| Blind Holes | T630 | KM6515 | 9 | 6 | 12 | |||||||||||
| 30 | 20 | 39 | ||||||||||||||
| M3 • Duplex Steel • Content C=0.05-0.2 % • Tensile Strength RM (MPa*): 900 • Hardness (HB) HRC: 135-275 | ||||||||||||||||
| Through Holes | T620 | KM6515 | 15 | 10 | 20 | |||||||||||
| 49 | 33 | 66 | ||||||||||||||
| Blind Holes | T630 | KM6515 | 9 | 6 | 12 | |||||||||||
| 30 | 20 | 39 | ||||||||||||||
| K1 • Cast and Low-Strength Ductile Irons • Tensile Strength RM (MPa*): 150-400 • Hardness (HB) or HRC: 120-290 | ||||||||||||||||
| Through Holes | T640 | KP6525 | 45 | 30 | 60 | |||||||||||
| 148 | 98 | 197 | ||||||||||||||
| Blind Holes | T640 | KP6525 | 27 | 18 | 36 | |||||||||||
| 90 | 59 | 118 | ||||||||||||||
| K2 • Low- and Medium-Strength CGI and Ductile Irons • Tensile Strength RM (MPa*): 400-600 • Hardness (HB) or HRC: 130-260 | ||||||||||||||||
| Through Holes | T640 | KP6525 | 38 | 25 | 50 | |||||||||||
| 125 | 82 | 164 | ||||||||||||||
| Blind Holes | T640 | KP6525 | 23 | 15 | 30 | |||||||||||
| 75 | 49 | 98 | ||||||||||||||
| K3 • High-Strength Ductile and Austempered Ductile Iron • Tensile Strength RM (MPa*): 600-900 • Hardness (HB) or HRC: 180-350 | ||||||||||||||||
| Through Holes | T640 | KP6525 | 30 | 20 | 40 | |||||||||||
| 98 | 66 | 131 | ||||||||||||||
| Blind Holes | T640 | KP6525 | 18 | 12 | 25 | |||||||||||
| 59 | 39 | 82 | ||||||||||||||
| HSS-E-PM Taps • Grades KP6505 KP6525 KM6515 | ||||||||||||||||
| Tapping Operation | Tap Style | Grade | Cutting Speed
|
|||||||||||||
| Starting Value | ||||||||||||||||
| m/min | 3 | 5 | 10 | 15 | 20 | 25 | 30 | 35 | 40 | 45 | 50 | 55 | 60 | |||
| SFM | 10 | 16 | 33 | 49 | 66 | 82 | 98 | 115 | 131 | 148 | 164 | 180 | 197 | |||
| P1 • Low-Carbon Steels, Long Chipping • Content: C 0.25% • Tensile Strength RM (MPa*): 530 • Hardness (HB) or HRC: 125 | ||||||||||||||||
| Through Holes | T620 | KP6525 | 38 | 30 | 45 | |||||||||||
| 125 | 98 | 148 | ||||||||||||||
| Blind Holes | T630 | KP6525 | 23 | 18 | 27 | |||||||||||
| 75 | 59 | 89 | ||||||||||||||
| P2 • Low-Carbon Steels, Free Machining, and Short Chipping • Content C 0.25% • Tensile Strength RM (MPa*): 650 • Hardness (HB) or HRC: 220 | ||||||||||||||||
| Through Holes | T620 | KP6525 | 33 | 25 | 40 | |||||||||||
| 108 | 82 | 131 | ||||||||||||||
| Blind Holes | T630 | KP6525 | 20 | 15 | 25 | |||||||||||
| 65 | 49 | 82 | ||||||||||||||
| P3 • Medium- and High-Plain Carbon Steels, Low-Alloyed • Content C
|
||||||||||||||||
| Through Holes | T620 | KP6525 | 28 | 20 | 35 | |||||||||||
| 92 | 66 | 115 | ||||||||||||||
| Blind Holes | T630 | KP6525 | 17 | 12 | 21 | |||||||||||
| 55 | 59 | 69 | ||||||||||||||
| P5 • Ferritic, Martensitic, and PH Stainless Steels • Content C= 0-0.4% • Tensile Strength RM (MPa*): 600–850 • Hardness (HB) HRC: 330 | ||||||||||||||||
| Through Holes | T620 | KP6525 | 18 | 10 | 25 | |||||||||||
| 59 | 33 | 82 | ||||||||||||||
| Blind Holes | T630 | KP6525 | 11 | 6 | 15 | |||||||||||
| 35 | 20 | 49 | ||||||||||||||
| P6 • High-Strength Ferritic, Martensitic, and PH Stainless Steels • Content C=0.1-0.6% • Tensile Strength RM (MPa*): 900-1350 • Hardness (HB) HRC: 350–450 | ||||||||||||||||
| Through Holes | T620 | KP6525 | 10 | 5 | 15 | |||||||||||
| 33 | 16 | 49 | ||||||||||||||
| Blind Holes | T630 | KP6525 | 6 | 3 | 9 | |||||||||||
| 20 | 10 | 30 | ||||||||||||||
| M1 • Austenitic Stainless Steel • Content C=0.05-0.15% • Tensile Strength RM (MPa*): 650 • Hardness (HB) or HRC: 130-200 | ||||||||||||||||
| Through Holes | T620 | KM6515 | 15 | 10 | 20 | |||||||||||
| 49 | 33 | 66 | ||||||||||||||
| Blind Holes | T630 | KM6515 | 9 | 6 | 12 | |||||||||||
| 30 | 20 | 39 | ||||||||||||||
| M2 • High-Strength Austenitic Stainless and Cast Stainless Steels • Content C=0.05-0.15% • Tensile Strength RM (MPa*): 500 - 700 • Hardness (HB) or HRC: 150-230 | ||||||||||||||||
| Through Holes | T620 | KM6515 | 15 | 10 | 20 | |||||||||||
| 49 | 33 | 66 | ||||||||||||||
| Blind Holes | T630 | KM6515 | 9 | 6 | 12 | |||||||||||
| 30 | 20 | 39 | ||||||||||||||
| M3 • Duplex Steel • Content C=0.05-0.2 % • Tensile Strength RM (MPa*): 900 • Hardness (HB) HRC: 135-275 | ||||||||||||||||
| Through Holes | T620 | KM6515 | 15 | 10 | 20 | |||||||||||
| 49 | 33 | 66 | ||||||||||||||
| Blind Holes | T630 | KM6515 | 9 | 6 | 12 | |||||||||||
| 30 | 20 | 39 | ||||||||||||||
| K1 • Cast and Low-Strength Ductile Irons • Tensile Strength RM (MPa*): 150-400 • Hardness (HB) or HRC: 120-290 | ||||||||||||||||
| Through Holes | T640 | KP6525 | 45 | 30 | 60 | |||||||||||
| 148 | 98 | 197 | ||||||||||||||
| Blind Holes | T640 | KP6525 | 27 | 18 | 36 | |||||||||||
| 90 | 59 | 118 | ||||||||||||||
| K2 • Low- and Medium-Strength CGI and Ductile Irons • Tensile Strength RM (MPa*): 400-600 • Hardness (HB) or HRC: 130-260 | ||||||||||||||||
| Through Holes | T640 | KP6525 | 38 | 25 | 50 | |||||||||||
| 125 | 82 | 164 | ||||||||||||||
| Blind Holes | T640 | KP6525 | 23 | 15 | 30 | |||||||||||
| 75 | 49 | 98 | ||||||||||||||
| K3 • High-Strength Ductile and Austempered Ductile Iron • Tensile Strength RM (MPa*): 600-900 • Hardness (HB) or HRC: 180-350 | ||||||||||||||||
| Through Holes | T640 | KP6525 | 30 | 20 | 40 | |||||||||||
| 98 | 66 | 131 | ||||||||||||||
| Blind Holes | T640 | KP6525 | 18 | 12 | 25 | |||||||||||
| 59 | 39 | 82 | ||||||||||||||