
B732_HP (long) • KCPK15 • Queue A • Forets étagés HP Beyond
Forets étagés Beyond™ HP • Acier et fonte • Arrosage central
Features and benefits
- Forets étagés Beyond HP avec arrosage central pour l'acier et la fonte
- Foret SC spécifique à l'application qui offre une solution en une seule passe pour l'acier et la fonte, dans des dimensions de tarauds classiques, afin de réduire le temps de cycle et d'augmenter la productivité.
- Perçage et chanfreinage en une seule opération.
- La pointe HP permet des vitesses d'avance élevées avec un angle de coupe progressif..
- La nuance KCPK15™ présente un revêtement multicouche TiAlN avec une dureté à chaud élevée, ce qui autorise des vitesses de coupe élevées, même dans les applications MQL.
- Les surfaces ultra lisses permettent une excellente évacuation des copeaux, même en cas d'arrosage basse pression.
Uses and application
Lamage/Chanfreinage linéaire
Perçage
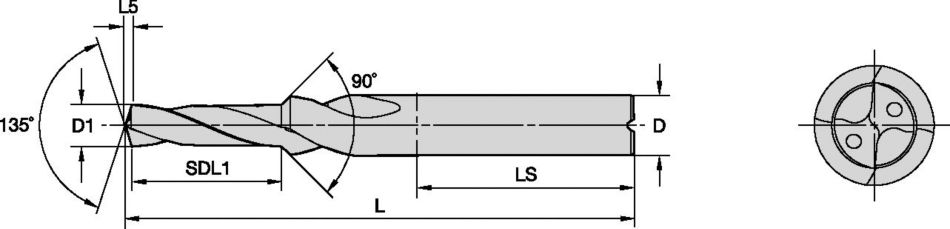
Dimensions de l'outil : 2 goujures/2 listels/lubrifiant
DIN 6535
Perçage — Arrosage interne
Arrosage interne : MQL (Quantité minimale de lubrification) : Perçage
Queue — Cylindrique Classique ≤h6
Angle d'hélice : 30°
 <="" td="">
<="" td=""> <="" td="" />
<="" td="" />