Bienvenue
Veuillez confirmer vos préférences
Mettre à jour les préférences
Suggestions de produit
Product Family suggestions
Kennametal à votre service
Support Clients
Nouveau client
Êtes-vous un nouveau client de Kennametal ? Créez un compte et commencez.
Créer un compteBonjour, User Name
Votre compte sélectionné :
Il y a un problème avec votre compte. Veuillez contacter le service client.
Compte Client
Modifier le compte
Compte de livraison
Modifier le compte
- Tableau de bord
- Gérer les commandes
- Gérer les canaux
- Carnet d’adresses
-
Notifications
Mark all as read - Modifier le mot de passe
- Mon profil
- Se déconnecter
Article(s)
ajoutées avec succès au panier
Voir le panier
Voir le panier
Usinez plus pour moins cher avec nos promotions!
Achetez maintenant
Kennametal à votre service
Support Clients
Article(s)
ajoutées avec succès au panier
Voir le panier
Voir le panier
Édition de la Solution
Ajout de Solution
Nom de la Solution: {{SolutionName}}- Produits
- /
- HARVI™ II • TCDE • Radiused • 5 Flutes • Safe-Lock™ Shank • Inch
Sending to SolidCAM in progress...
Downloaded file will be available after import in the SolidCAM tool library.

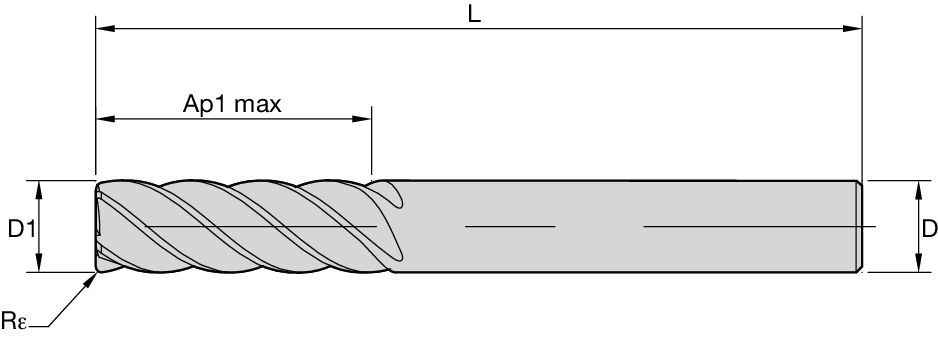
HARVI™ II • TCDE • Radiused • 5 Flutes • Safe-Lock™ Shank • Inch
HARVI™ II • TCDE • 5 Flutes
Uses and application
Trochoidal Milling
Ramping : Ébauche
Fraisage de côté/avec épaulement : Bout plat
Dimensions de l'outil : Configuration des goujures : 5
Angle d'hélice : 40°
Style de bec : Rayon de bec
| End Mill Tolerances | |||
| D1 | tolerance | D | tolerance h6 + / - |
| All | +.000/- .002" | ≤1/8" | +0/-.00024" |
|
|
+0/-.00031" | ||
|
|
+0/-.00035" | ||
|
|
+0/-.00043" | ||
|
|
0/.00051" | ||
HARVI™ II • TCDE • 5 Flutes • Application data • ae 10% of D1
 <="" td=""> <="" td=""> |  <="" td="" /> <="" td="" /> |
||||||||||||
| Side Milling (A) | KC643M | Recommended feed per tooth (IPT = inch/th) for side milling (A). | |||||||||||
| D1
|
|||||||||||||
| A | Cutting Speed
|
frac. | 1/4 | 3/8 | 1/2 | 5/8 | 3/4 | 1 | |||||
| Material
|
ap | ae | Min | Max | dec. | 0.2500 | 0.3750 | 0.5000 | 0.6250 | 0.7500 | 1.0000 | ||
| P | 0 | Ap max | 0.1 x D | 500 | – | 1440 | IPT | 0.0022 | 0.0033 | 0.0041 | 0.0047 | 0.0053 | 0.0059 |
| 1 | Ap max | 0.1 x D | 500 | – | 1440 | IPT | 0.0022 | 0.0033 | 0.0041 | 0.0047 | 0.0053 | 0.0059 | |
| 2 | Ap max | 0.1 x D | 460 | – | 1370 | IPT | 0.0022 | 0.0033 | 0.0041 | 0.0047 | 0.0053 | 0.0059 | |
| 3 | Ap max | 0.1 x D | 400 | – | 1150 | IPT | 0.0018 | 0.0027 | 0.0035 | 0.0041 | 0.0046 | 0.0054 | |
| 4 | Ap max | 0.1 x D | 300 | – | 1080 | IPT | 0.0017 | 0.0025 | 0.0031 | 0.0036 | 0.0040 | 0.0046 | |
| 5 | Ap max | 0.1 x D | 200 | – | 720 | IPT | 0.0015 | 0.0022 | 0.0028 | 0.0033 | 0.0037 | 0.0043 | |
| 6 | Ap max | 0.1 x D | 170 | – | 540 | IPT | 0.0012 | 0.0018 | 0.0023 | 0.0027 | 0.0030 | 0.0034 | |
| M | 1 | Ap max | 0.1 x D | 300 | – | 830 | IPT | 0.0018 | 0.0027 | 0.0035 | 0.0041 | 0.0046 | 0.0054 |
| 2 | Ap max | 0.1 x D | 200 | – | 580 | IPT | 0.0015 | 0.0022 | 0.0028 | 0.0033 | 0.0037 | 0.0043 | |
| 3 | Ap max | 0.1 x D | 200 | – | 510 | IPT | 0.0012 | 0.0018 | 0.0023 | 0.0027 | 0.0030 | 0.0034 | |
| K | 1 | Ap max | 0.1 x D | 400 | – | 1080 | IPT | 0.0022 | 0.0033 | 0.0041 | 0.0047 | 0.0053 | 0.0059 |
| 2 | Ap max | 0.1 x D | 370 | – | 1010 | IPT | 0.0018 | 0.0027 | 0.0035 | 0.0041 | 0.0046 | 0.0054 | |
| 3 | Ap max | 0.1 x D | 370 | – | 940 | IPT | 0.0015 | 0.0022 | 0.0028 | 0.0033 | 0.0037 | 0.0043 | |
| S | 1 | Ap max | 0.1 x D | 170 | – | 650 | IPT | 0.0018 | 0.0027 | 0.0035 | 0.0041 | 0.0046 | 0.0054 |
| 2 | Ap max | 0.1 x D | 80 | – | 580 | IPT | 0.0015 | 0.0022 | 0.0028 | 0.0033 | 0.0037 | 0.0043 | |
| 3 | Ap max | 0.1 x D | 80 | – | 290 | IPT | 0.0010 | 0.0015 | 0.0018 | 0.0022 | 0.0025 | 0.0029 | |
| 4 | Ap max | 0.1 x D | 170 | – | 430 | IPT | 0.0013 | 0.0020 | 0.0026 | 0.0030 | 0.0034 | 0.0040 | |
| H | 1 | Ap max | 0.1 x D | 270 | – | 1010 | IPT | 0.0017 | 0.0025 | 0.0031 | 0.0036 | 0.0040 | 0.0046 |
| 2 | Ap max | 0.1 x D | 230 | – | 870 | IPT | 0.0012 | 0.0018 | 0.0023 | 0.0027 | 0.0030 | 0.0034 | |
HARVI™ II • TCDE • 5 Flutes • Application data • ae 5% of D1
| <="" td=""> | <="" td="" /> |
||||||||||||
| Side Milling (A) | KC643M | Recommended feed per tooth (IPT = inch/th) for side milling (A). | |||||||||||
| D1
|
|||||||||||||
| A | Cutting Speed
|
frac. | 1/4 | 3/8 | 1/2 | 5/8 | 3/4 | 1 | |||||
| Material
|
ap | ae | Min | Max | dec. | 0.2500 | 0.3750 | 0.5000 | 0.6250 | 0.7500 | 1.0000 | ||
| P | 0 | Ap max | 0.05 x D | 500 | – | 1770 | IPT | 0.0029 | 0.0044 | 0.0054 | 0.0063 | 0.0070 | 0.0078 |
| 1 | Ap max | 0.05 x D | 500 | – | 1770 | IPT | 0.0029 | 0.0044 | 0.0054 | 0.0063 | 0.0070 | 0.0078 | |
| 2 | Ap max | 0.05 x D | 460 | – | 1680 | IPT | 0.0029 | 0.0044 | 0.0054 | 0.0063 | 0.0070 | 0.0078 | |
| 3 | Ap max | 0.05 x D | 400 | – | 1420 | IPT | 0.0024 | 0.0037 | 0.0046 | 0.0055 | 0.0062 | 0.0072 | |
| 4 | Ap max | 0.05 x D | 300 | – | 1330 | IPT | 0.0022 | 0.0033 | 0.0041 | 0.0048 | 0.0054 | 0.0062 | |
| 5 | Ap max | 0.05 x D | 200 | – | 890 | IPT | 0.0020 | 0.0029 | 0.0037 | 0.0044 | 0.0049 | 0.0058 | |
| 6 | Ap max | 0.05 x D | 170 | – | 660 | IPT | 0.0017 | 0.0024 | 0.0031 | 0.0036 | 0.0040 | 0.0045 | |
| M | 1 | Ap max | 0.05 x D | 300 | – | 1020 | IPT | 0.0024 | 0.0037 | 0.0046 | 0.0055 | 0.0062 | 0.0072 |
| 2 | Ap max | 0.05 x D | 200 | – | 710 | IPT | 0.0020 | 0.0029 | 0.0037 | 0.0044 | 0.0049 | 0.0058 | |
| 3 | Ap max | 0.05 x D | 200 | – | 620 | IPT | 0.0017 | 0.0024 | 0.0031 | 0.0036 | 0.0040 | 0.0045 | |
| K | 1 | Ap max | 0.05 x D | 400 | – | 1330 | IPT | 0.0029 | 0.0044 | 0.0054 | 0.0063 | 0.0070 | 0.0078 |
| 2 | Ap max | 0.05 x D | 370 | – | 1240 | IPT | 0.0024 | 0.0037 | 0.0046 | 0.0055 | 0.0062 | 0.0072 | |
| 3 | Ap max | 0.05 x D | 370 | – | 1150 | IPT | 0.0020 | 0.0029 | 0.0037 | 0.0044 | 0.0049 | 0.0058 | |
| S | 1 | Ap max | 0.05 x D | 170 | – | 800 | IPT | 0.0024 | 0.0037 | 0.0046 | 0.0055 | 0.0062 | 0.0072 |
| 2 | Ap max | 0.05 x D | 80 | – | 710 | IPT | 0.0020 | 0.0029 | 0.0037 | 0.0044 | 0.0049 | 0.0058 | |
| 3 | Ap max | 0.05 x D | 80 | – | 350 | IPT | 0.0013 | 0.0019 | 0.0025 | 0.0029 | 0.0033 | 0.0039 | |
| 4 | Ap max | 0.05 x D | 170 | – | 530 | IPT | 0.0017 | 0.0027 | 0.0034 | 0.0040 | 0.0045 | 0.0053 | |
| H | 1 | Ap max | 0.05 x D | 270 | – | 1240 | IPT | 0.0022 | 0.0033 | 0.0041 | 0.0048 | 0.0054 | 0.0062 |
| 2 | Ap max | 0.05 x D | 230 | – | 1060 | IPT | 0.0017 | 0.0024 | 0.0031 | 0.0036 | 0.0040 | 0.0045 | |
HARVI™ II • TCDE • 5 Flutes • Application data • ae 2% of D1
| <="" td=""> | <="" td="" /> |
|||||||||||
| Side Milling (A) | KC643M | Recommended feed per tooth (IPT = inch/th) for side milling (A). | ||||||||||
| D1
|
||||||||||||
| A | Cutting Speed
|
frac. | 1/4 | 3/8 | 1/2 | 5/8 | 3/4 | |||||
| Material
|
ap | ae | Min | Max | dec. | 0.2500 | 0.3750 | 0.5000 | 0.6250 | 0.7500 | ||
| P | 0 | Ap max | 0.02 x D | 500 | – | 2170 | IPT | 0.0042 | 0.0063 | 0.0078 | 0.0091 | 0.0101 |
| 1 | Ap max | 0.02 x D | 500 | – | 2170 | IPT | 0.0042 | 0.0063 | 0.0078 | 0.0091 | 0.0101 | |
| 2 | Ap max | 0.02 x D | 460 | – | 2060 | IPT | 0.0042 | 0.0063 | 0.0078 | 0.0091 | 0.0101 | |
| 3 | Ap max | 0.02 x D | 400 | – | 1730 | IPT | 0.0035 | 0.0053 | 0.0066 | 0.0079 | 0.0089 | |
| 4 | Ap max | 0.02 x D | 300 | – | 1620 | IPT | 0.0032 | 0.0047 | 0.0059 | 0.0069 | 0.0078 | |
| 5 | Ap max | 0.02 x D | 200 | – | 1080 | IPT | 0.0028 | 0.0042 | 0.0053 | 0.0063 | 0.0071 | |
| 6 | Ap max | 0.02 x D | 170 | – | 810 | IPT | 0.0024 | 0.0035 | 0.0044 | 0.0051 | 0.0057 | |
| M | 1 | Ap max | 0.02 x D | 300 | – | 1250 | IPT | 0.0035 | 0.0053 | 0.0066 | 0.0079 | 0.0089 |
| 2 | Ap max | 0.02 x D | 200 | – | 870 | IPT | 0.0028 | 0.0042 | 0.0053 | 0.0063 | 0.0071 | |
| 3 | Ap max | 0.02 x D | 200 | – | 760 | IPT | 0.0024 | 0.0035 | 0.0044 | 0.0051 | 0.0057 | |
| K | 1 | Ap max | 0.02 x D | 400 | – | 1620 | IPT | 0.0042 | 0.0063 | 0.0078 | 0.0091 | 0.0101 |
| 2 | Ap max | 0.02 x D | 370 | – | 1520 | IPT | 0.0035 | 0.0053 | 0.0066 | 0.0079 | 0.0089 | |
| 3 | Ap max | 0.02 x D | 370 | – | 1410 | IPT | 0.0028 | 0.0042 | 0.0053 | 0.0063 | 0.0071 | |
| S | 1 | Ap max | 0.02 x D | 170 | – | 970 | IPT | 0.0035 | 0.0053 | 0.0066 | 0.0079 | 0.0089 |
| 2 | Ap max | 0.02 x D | 80 | – | 870 | IPT | 0.0028 | 0.0042 | 0.0053 | 0.0063 | 0.0071 | |
| 3 | Ap max | 0.02 x D | 80 | – | 430 | IPT | 0.0019 | 0.0028 | 0.0035 | 0.0042 | 0.0047 | |
| 4 | Ap max | 0.02 x D | 170 | – | 650 | IPT | 0.0025 | 0.0039 | 0.0049 | 0.0058 | 0.0065 | |
| H | 1 | Ap max | 0.02 x D | 270 | – | 1520 | IPT | 0.0032 | 0.0047 | 0.0059 | 0.0069 | 0.0078 |
| 2 | Ap max | 0.02 x D | 230 | – | 1300 | IPT | 0.0024 | 0.0035 | 0.0044 | 0.0051 | 0.0057 | |