
HARVI™ III • Conique à bout hémisphérique • 6 dents • Queue cylindrique • Métrique
Fraise en carbure monobloc HARVI™ III pour l'usinage 5 axes, permet d'augmenter considérablement le rendement et de réduire le temps d'usinage
Features and benefits
- Fraise en carbure monobloc polyvalente pour l'usinage à 5 axes des aciers, de l'acier inoxydable et des alliages haute température.
- Six goujures dans la section du bout hémisphérique et section conique pour des taux d'enlèvement de métal les plus élevés.
- Deux angles coniques pour une un large gamme d'applications.
- Les fraises coniques à bout hémisphérique HARVI™ III possèdent un pas décalé pour un usinage sans broutage aux vitesses d'avance les plus élevées.
- Coupe au centre pour opérations de plongée et de ramping.
Uses and application
Fraisage de côté/avec épaulement : Bout hémisphérique
Profilage 3D
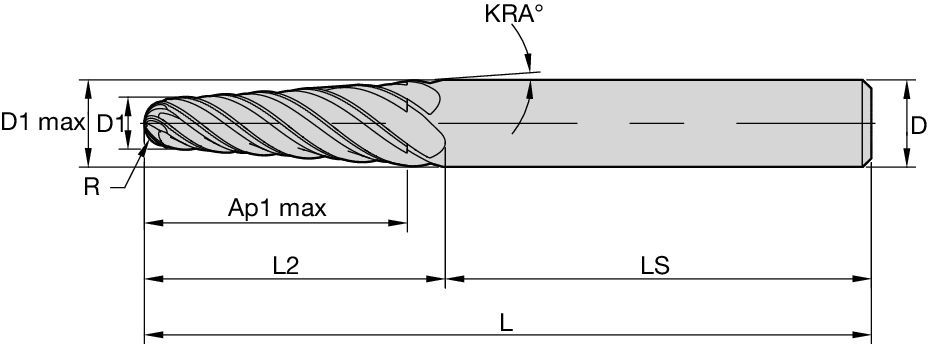
Dimensions de l'outil : Configuration des goujures : 6
Angle d'hélice : 38°
 <="" td="">
<="" td="">