
RSM II • ラジアス • マルチフルート • 内部クーラント • ショート • ストレートシャンク • メトリック
ステンレス鋼および耐熱合金の仕上げ加工用RSM II超硬ソリッドエンドミル
特徴と利点
- RSM II超硬ソリッドエンドミルは、ビビリのない加工を可能にする不等分フルートスペーシングを特長としています。
- エキセントリックリリーフグラインドにより、切れ刃の安定性向上と高いフィード量を実現します。
- 高速ピールミーリング戦略向けに設計され、深いキャビティで確実な切り屑形成と排出を実現します。
使用法と用途
Through Coolant - Solid End Mill
Helix Angle: 36°
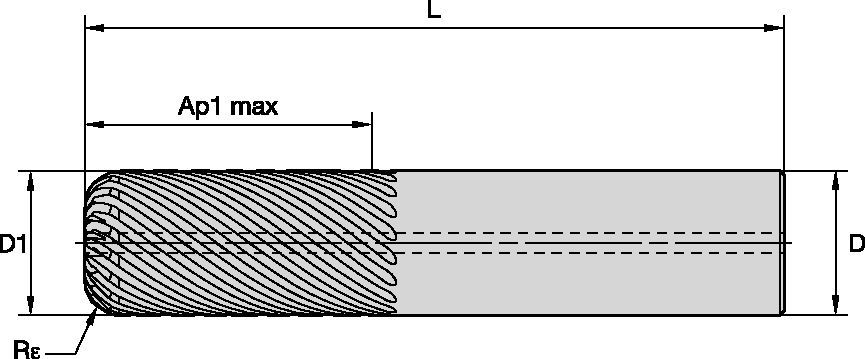
工具寸法:フルートの構造:X (可変)
コーナーのタイプ:コーナーR
側面加工/ショルダー加工:精密仕上げ
側面加工/ショルダー加工:仕上げ
 <="" td="">
<="" td="">