定価
/個
割引
価格
/個
販売包装単位 0最小包装サイズに合わせて調整されています。
最小数量: 0包装サイズ要件に合わせて調整されています。
在庫ありこの製品は既に廃盤になっております長納期品




Downloaded file will be available after import in the {{cadTool}} tool library.
| 製品番号 | 1130969 |
| ISO カタログ ID | 30X1R052B25STN27N |
| ANSIカタログID | 30X1R052B25STN27N |
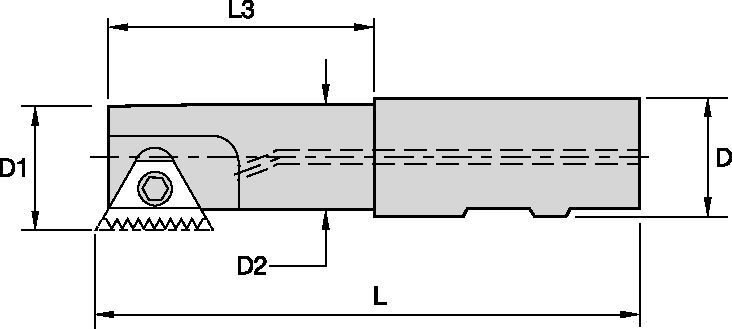
| [D1] Effective Cutting Diameter | 30 mm |
| [D1] Effective Cutting Diameter | 1.1811 in |
| [D] Adapter / Shank / Bore Diameter | 25 mm |
| [D] Adapter / Shank / Bore Diameter | 0.9843 in |
| [D2] Maximum Body Diameter | 24 mm |
| [D2] Maximum Body Diameter | 0.9449 in |
| [L] Overall Length | 110 mm |
| [L] Overall Length | 4.3307 in |
| [L3] Usable Length | 52 mm |
| [L3] Usable Length | 2.047 in |
| Number of Inserts | 1 |
| Max RPM | 12900 |
| Gage Insert | STN27 |
送りと速度を計算するソリューションを作成する
ソリューションを作成したら、送りと速度アイコンを選択するだけで、システムが推奨事項を提供します。マシンと仕様を追加して情報をカスタマイズしたり、スライダーを使用して調整することもできます。
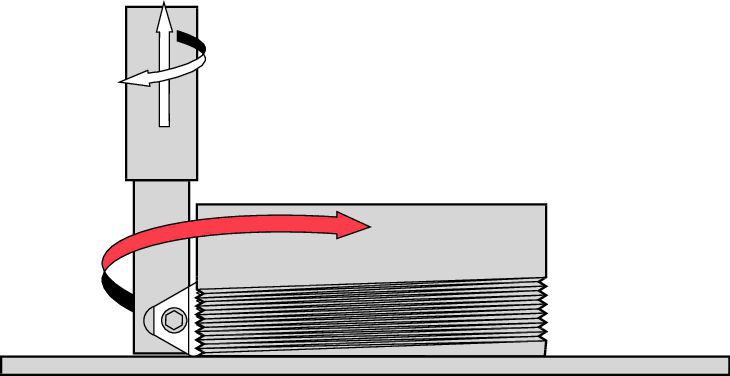 |  |
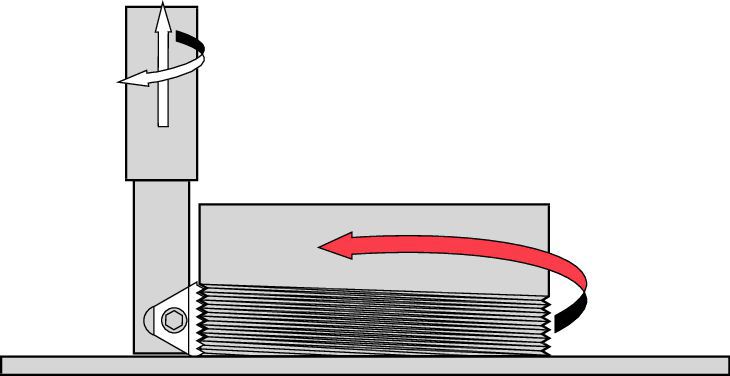
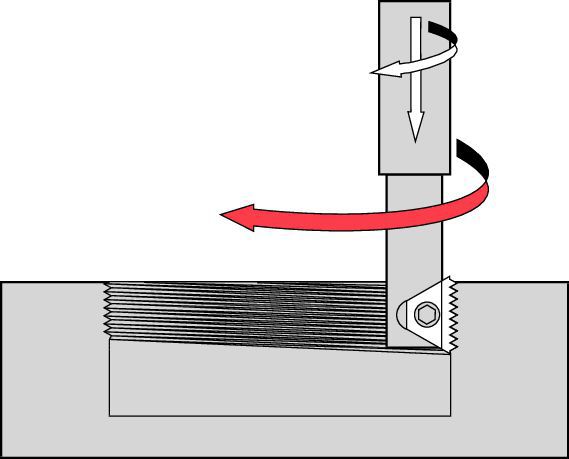
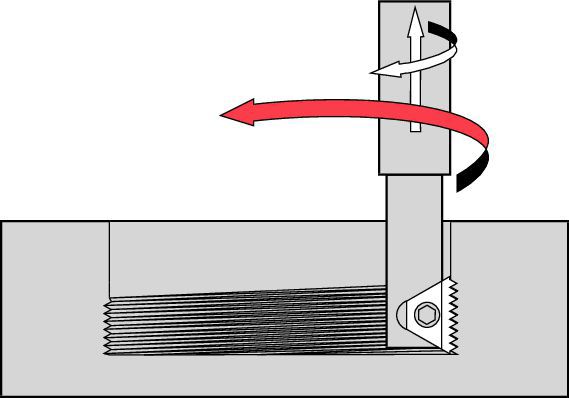
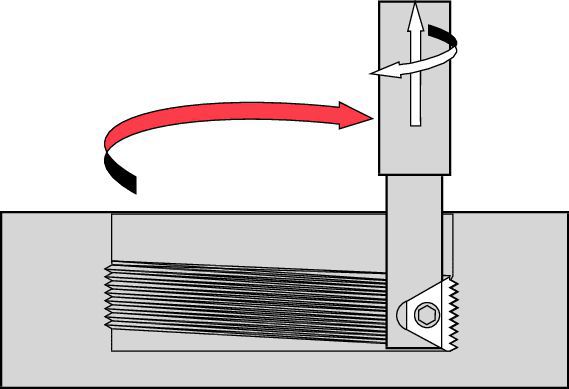
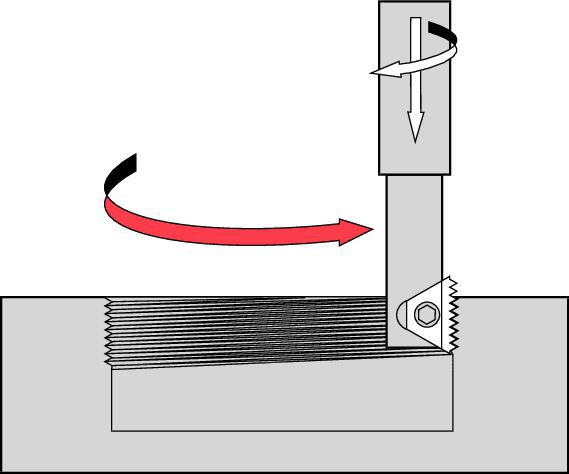
| 右勝手ねじ... アップカット加工 | 左勝手ねじ... アップカット加工 |
 |  |
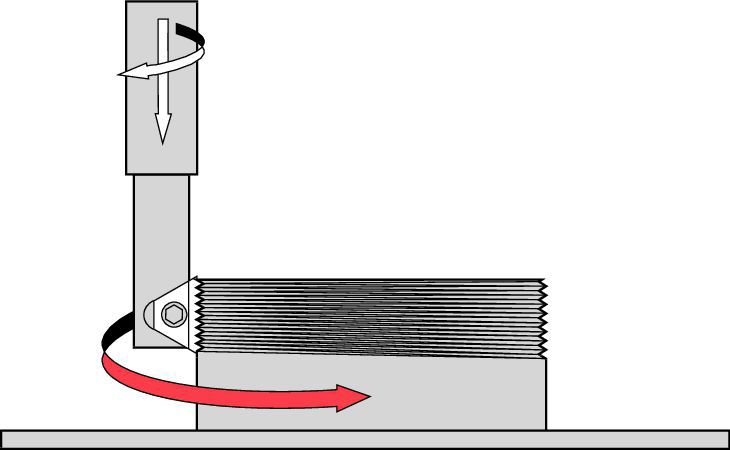
| 右勝手ねじ... ダウンカット加工 | 左勝手ねじ... ダウンカット加工 |
 |  |
| 右勝手ねじ... アップカット加工 | 左勝手ねじ... アップカット加工 |
 |  |
| 右勝手ねじ... ダウンカット加工 | 左勝手ねじ... ダウンカット加工 |
| カッター | TPI | 48 | 32 | 24 | 20 | 16 | 12 | 10 | 8 | 7 | 6 | 5,5 | 5 | 4,5 | 4,5 | 4 | 4 |
| ピッチ(mm) | 0,5 | 0,75 | 1,0 | 1,25 | 1,5 | 2,0 | 2,5 | 3,0 | 3,5 | 4,0 | 4,5 | 5,0 | 5,5 | – | 6,0 | – | |
| カッター径(D1 mm) | 最小内径寸法(D)(mm) | ||||||||||||||||
| K035TM1RW050-STN10 | 8.89 | 9.50 | 10.01 | 10.69 | 11.40 | ||||||||||||
| K045TM1RW050-STN11N | 11.43 | 11.99 | 12.50 | 13.21 | 13.89 | 14.50 | |||||||||||
| K049TM1RW037LT11S | 12.45 | 13.00 | 13.49 | 14.20 | 14.91 | 15.49 | |||||||||||
| K061TM1RW062-STN16T | 15.49 | 16.00 | 16.51 | 16.94 | 17.91 | 18.49 | 19.51 | ||||||||||
| K067TM2RW075-STN11D | 17.02 | 17.60 | 18.21 | 19.00 | 19.61 | 19.99 | 21.01 | ||||||||||
| K075TM1RW075-STN16T | 19.05 | 19.71 | 20.40 | 21.01 | 21.59 | 22.00 | 23.01 | ||||||||||
| K079TM1RW075-STN16N | 20.07 | 20.70 | 21.41 | 22.00 | 22.61 | 23.01 | 24.00 | ||||||||||
| K087TM1RW100-STN16L | 22.10 | 22.68 | 23.39 | 24.00 | 24.61 | 24.99 | 26.01 | ||||||||||
| K102TM2RW100-STN16D | 25.91 | 26.70 | 27.41 | 27.99 | 28.70 | 29.31 | 30.30 | ||||||||||
| K118TM1RW100-STN27N | 29.97 | 30.71 | 31.39 | 32.00 | 32.79 | 33.50 | 34.59 | 36.60 | 38.99 | 42.01 | 45.01 | 48.01 | |||||
| K146TM1RW125-STN27N | 37.08 | 38.00 | 38.61 | 39.50 | 40.41 | 41.00 | 42.01 | 43.99 | 46.48 | 49.00 | 51.99 | 55.50 | |||||
| K165TM2RW125-STN27D | 41.91 | 43.21 | 43.79 | 45.01 | 46.00 | 46.51 | 47.40 | 49.00 | 51.99 | 54.51 | 57.61 | 60.99 | |||||
| – | 1.38 (UN) | – | – | – | – | – | – | – | – | – | 50.01 | – | 46.81 | – | 44.60 | – | 56.59 |
| – | 1.38 (ISO) | – | – | – | – | – | – | – | – | – | 50.01 | 53.39 | 42.49 | 50.01 | – | 57.51 | – |
| – | 1.38 (BSW) | – | – | – | – | – | – | – | – | – | 49.81 | – | 46.51 | – | 47.40 | – | – |
| カッター | TPI | 48 | 32 | 24 | 20 | 16 | 12 | 10 | 8 | 7 | 6 | 5.5 | 5 | 4.5 | 4.5 | 4 | 4 |
| ピッチ(mm) | 0,5 | 0,75 | 1,0 | 1,25 | 1,5 | 2,0 | 2,5 | 3,0 | 3,5 | 4,0 | 4,5 | 5,0 | 5,5 | – | 6,0 | – | |
| カッター径(D1 mm) | 最小内径寸法(D)(mm) | ||||||||||||||||
| K035TM1RW050-STN10 | 8,89 | 9,50 | 10,01 | 10,69 | 11,40 | ||||||||||||
| K045TM1RW050-STN11N | 11,43 | 11,99 | 12,50 | 13,21 | 13,89 | 14,50 | |||||||||||
| K049TM1RW037LT11S | 12,45 | 13,00 | 13,49 | 14,20 | 14,91 | 15,49 | |||||||||||
| K061TM1RW062-STN16T | 15,49 | 16,00 | 16,51 | 16,94 | 17,91 | 18,49 | 19,51 | ||||||||||
| K067TM2RW075-STN11D | 17,02 | 17,60 | 18,21 | 19,00 | 19,61 | 19,99 | 21,01 | ||||||||||
| K075TM1RW075-STN16T | 19,05 | 19,71 | 20,40 | 21,01 | 21,59 | 22,00 | 23,01 | ||||||||||
| K079TM1RW075-STN16N | 20,07 | 20,70 | 21,41 | 22,00 | 22,61 | 23,01 | 24,00 | ||||||||||
| K087TM1RW100-STN16L | 22,10 | 22,68 | 23,39 | 24,00 | 24,61 | 24,99 | 26,01 | ||||||||||
| K102TM2RW100-STN16D | 25,91 | 26,70 | 27,41 | 27,99 | 28,70 | 29,31 | 30,30 | ||||||||||
| K118TM1RW100-STN27N | 29,97 | 30,71 | 31,39 | 32,00 | 32,79 | 33,50 | 34,59 | 36,60 | 38,99 | 42,01 | 45,01 | 48,01 | |||||
| K146TM1RW125-STN27N | 37,08 | 38,00 | 38,61 | 39,50 | 40,41 | 41,00 | 42,01 | 43,99 | 46,48 | 49,00 | 51,99 | 55,50 | |||||
| K165TM2RW125-STN27D | 41,91 | 43,21 | 43,79 | 45,01 | 46,00 | 46,51 | 47,40 | 49,00 | 51,99 | 54,51 | 57,61 | 60,99 | |||||
| – | 35,05 (UN) | – | – | – | – | – | – | – | – | – | 50,01 | – | 46,81 | – | 44,60 | – | 56,59 |
| – | 35,05 (ISO) | – | – | – | – | – | – | – | – | – | 50,01 | 53,39 | 42,49 | 50,01 | – | 57,51 | – |
| – | 35,05 (BSW) | – | – | – | – | – | – | – | – | – | 49,81 | – | 46,51 | – | 47,40 | – | – |
| ワーク材 | 切削速度 | 1回転あたりの送り量(mm) |
| KC635M | ||
| 炭素鋼 HB 187 | 90–210 | 0,10–0,20 |
| 炭素鋼 HB 187–220 | 90–150 | 0,10–0,15 |
| 合金鋼 HB 200–250 | 60–130 | 0,10–0,15 |
| 合金鋼 HB 250–325 | 50–90 | 0,10–0,15 |
| オーステナイト系ステンレス鋼 HB 210 | 90–140 | 0,10–0,15 |
| マルテンサイト系ステンレス鋼 HB 321 | 80–110 | 0,05–0,15 |
| フェライト系ステンレス鋼 HB 245 | 110–170 | 0,05–0,10 |
| 鋳鋼 HB 140 | 110–170 | 0,05–0,15 |
| 鋳鋼 HB 220 | 70–130 | 0,05–0,10 |
| チタン合金 | 60–120 | 0,03–0,08 |
| 耐熱(ニッケルおよび鉄ベース) | 20–45 | 0,03–0,05 |
| 耐熱(コバルトベース) | 15–30 | 0,03–0,05 |
| 鋳鉄 | 80–110 | 0,05–0,15 |
| 可鍛鋳鉄 | 80–120 | 0,03–0,08 |
| ワーク材 | 切削速度 | 1回転あたりの送り量(mm) |
| KC635M | ||
| 炭素鋼 187 HB | 90–210 | 0.10–0.20 |
| 炭素鋼 187–220 HB | 90–150 | 0.10–0.15 |
| 合金鋼 200–250 HB | 60–130 | 0.10–0.15 |
| 合金鋼 250–325 HB | 50–90 | 0.10–0.15 |
| オーステナイト系ステンレス鋼 210 HB | 90–140 | 0.10–0.15 |
| マルテンサイト系ステンレス鋼 321 HB | 80–110 | 0.05–0.15 |
| フェライト系ステンレス鋼 245 HB | 110–170 | 0.05–0.10 |
| 鋳鋼 140 HB | 110–170 | 0.05–0.15 |
| 鋳鋼 HB 220 | 70–130 | 0.05–0.10 |
| チタン合金 | 60–120 | 0.03–0.08 |
| 耐熱(ニッケルおよび鉄ベース) | 20–45 | 0.03–0.05 |
| 耐熱(コバルトベース) | 15–30 | 0.03–0.05 |
| 鋳鉄 | 80–110 | 0.05–0.15 |
| 可鍛鋳鉄 | 80–120 | 0.03–0.08 |
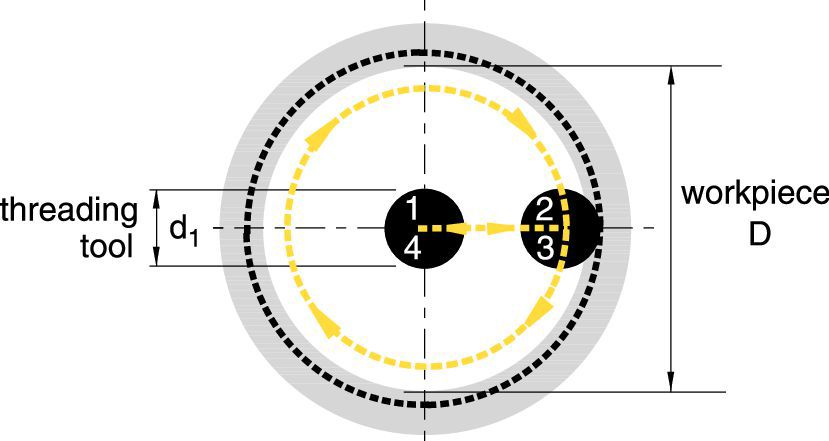
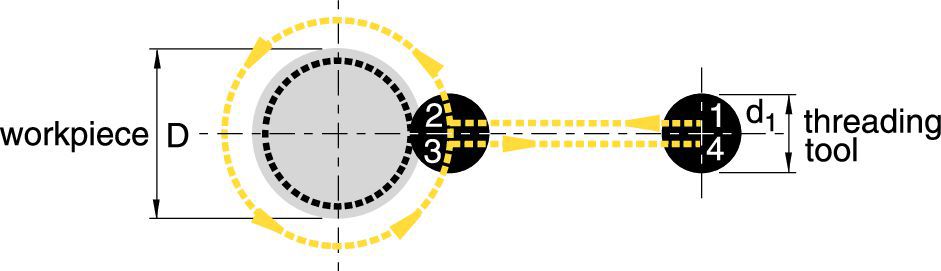
| 1–2: | 径方向の侵入 |
| 2–3: | 軌道を1周回する間(360°)のらせん状の動き |
| 3–4: | 径方向の抜け出し |
| P1 = F1 + | (F1 x d1) | 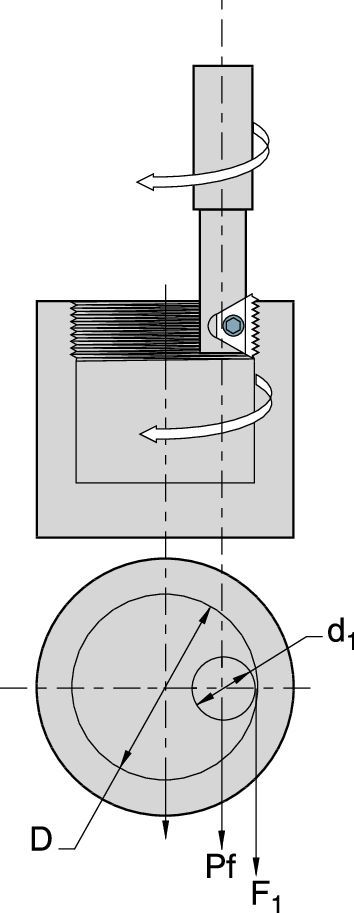 |  |
| D | 外径ねじ | トルクス | |
| P1 = プログラムする送り量(mm/min) D = 外径(外径ねじ) D = 内径(内径ねじ) d1 = 加工径(インサート上) | 工具 ワーク材 | ||
| F1 = fz x Z x n | RPM = | 12 x SFM | |
| π x d 1 | |||
| F1 = 切れ刃位置における工具の送り量(in/min) fz = 1刃あたりのインチ(送り量) Z = カッターの有効インサート数 n = 回転速度(スピンドルRPM) | SFM = 切削速度、表面フィート/分 d1 = カッター径(インサート上) π = 3.1416 | ||
 |  |
| トルクス | 外径ねじ |
| pitch (TPI) | 24 | 20 | 16 | 12 |
| pitch mm | 1,0 | 1,25 | 1,5 | 2,0 |
| cutter dia. d1 | minimum bore diameter D | |||
| .67 | .748 | .772 | .787 | .827 |
| .75 | .827 | .850 | .866 | .906 |
| .79 | .866 | .890 | .906 | .945 |
| インサートIC | a (mm) | ピッチ(TPI) | トルクス | b | 刃数 | 材種 | 外径ねじ | b | 刃数 | 材種 | カッターのタイプ | ||
| 型番 | KC610M | KC620M | 型番 | KC610M | KC620M | ||||||||
| 32 | STN16 32UN-I | 14,99 | 19 | STN16 32UN-E | 14,99 | 19 | |||||||
| 28 | STN16 28UN-I | 14,48 | 16 | STN16 28UN-E | 14,48 | 16 | |||||||
| 27 | STN16 27UN-I | 14,22 | 15 | STN16 27UN-E | 14,22 | 15 | |||||||
| 24 | STN16 24UN-I | 13,97 | 14 | STN16 24UN-E | 14,73 | 14 | |||||||
| 9,53 | 16 | 20 | STN16 20UN-I | 13,97 | 11 | STN16 20UN-E | 13,97 | 11 | STN16 | ||||
| 18 | STN16 18UN-I | 14,22 | 10 | STN16 18UN-E | 14,22 | 10 | |||||||
| 16 | STN16 16UN-I | 14,22 | 9 | STN16 16UN-E | 14,22 | 9 | |||||||
| 14 | STN16 14UN-I | 14,48 | 8 | STN16 14UN-E | 14,48 | 8 | |||||||
| 13 | STN16 13UN-I | 13,72 | 7 | STN16 13UN-E | 13,72 | 7 | |||||||
| 12 | STN16 12UN-I | 14,73 | 7 | STN16 12UN-E | 14,73 | 7 | |||||||
| ピッチ(TPI) | 24 | 20 | 16 | 12 |
| ピッチ(mm) | 1,0 | 1,25 | 1,5 | 2,0 |
| カッター径 d1 | 最小ボア径 D | |||
| 17,02 | 19,00 | 19,61 | 19,99 | 21,01 |
| 19,05 | 21,01 | 21,59 | 22,00 | 23,01 |
| 20,07 | 22,00 | 22,61 | 23,01 | 24,00 |
| インサートIC | a inch (mm) | pitch (TPI) | トルクス | b | 刃数 | 材種 | external thread | b | 刃数 | 材種 | カッターのタイプ | ||
| 型番 | KC610M | KC620M | 型番 | KC610M | KC620M | ||||||||
| 32 | STN16 32UN-I | .59 | 19 | STN16 32UN-E | .59 | 19 | |||||||
| 28 | STN16 28UN-I | .57 | 16 | STN16 28UN-E | .57 | 16 | |||||||
| 27 | STN16 27UN-I | .56 | 15 | STN16 27UN-E | .56 | 15 | |||||||
| 24 | STN16 24UN-I | .55 | 14 | STN16 24UN-E | .58 | 14 | |||||||
| 3/8 | .63 (16) | 20 | STN16 20UN-I | .55 | 11 | STN16 20UN-E | .55 | 11 | STN16 | ||||
| 18 | STN16 18UN-I | .56 | 10 | STN16 18UN-E | .56 | 10 | |||||||
| 16 | STN16 16UN-I | .56 | 9 | STN16 16UN-E | .56 | 9 | |||||||
| 14 | STN16 14UN-I | .57 | 8 | STN16 14UN-E | .57 | 8 | |||||||
| 13 | STN16 13UN-I | .54 | 7 | STN16 13UN-E | .54 | 7 | |||||||
| 12 | STN16 12UN-I | .58 | 7 | STN16 12UN-E | .58 | 7 | |||||||
| Calculate the feed rates: | |||||
| First, find the RPM. | |||||
| RPM = | 12 x SFM | = | 12 x 500 | = | 2418 RPM |
| π x d1 | 3.14 x .79 | ||||
| Next, calculate the feed rate at the insert cutting edge (F1): | |||||
| (using the chosen feed per tooth of .004.) | |||||
| F1 = | IPT x nt x RPM | = | .004 X 1 X 2418 | = | 9.67 in/min |
| Finally, calculate the feed rate at the cutter centerline (F2): | |||||
| F2 = | F1 x (D - d1) | = | 9.67 x (1.182 - .79) | = | 3.207 in/min |
| D | 1.182 | ||||
| Select the thread milling method. | |||||
| Climb milling (preferred) see page . | |||||
| Calculate the radius of the tangential arc Re: | |||||
| Re = | (Ri - CL)2 + R02 | = | (.591 - .02)2 + .6252 | ||
| 2Ro | 2 x .625 | ||||
| Re = | .573333 in. | ||||
| Calculate the angle (β): | |||||
| β = | 90° + arc sin | Ro - Re | |||
| Re | |||||
| β = | 90° + arc sin | .625 - .573333 | |||
| .57333 | |||||
| β = | 90° + 5.17° | = | 95.17° | = | 95° 10' |
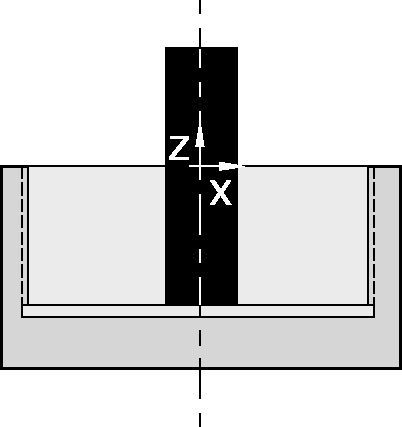
| Calculate the movement along the Z-axis during the entry approach from point “A” to point “B” (Zα). | |||||
| Zα= P (インチ) x | α° | = | .0625 | = | .0156 in, because α = 90° |
| 360° | 4 | ||||
| Calculate the “X” and “Y” values at the start of the entry approach. | |||||
| X = 0Y = -Ri + CL = -0.591 + 0.02 = - 0.571インチ | |||||
| Define Z-axis location at the start of the entry approach. (NOTE: L = length of thread) | |||||
| Z = - (L + Zα) = - (0.50 + 0.0156) = - 0.5156インチ | |||||
| Define the starting point. | |||||
| Xa = 0 | |||||
| Ya = 0 | |||||
| 送り量を計算します。 | |||||
| まず、RPMを求めます。 | |||||
| RPM = | 1000 x Vc | = | 1000 x 150 | = | 2387 RPM |
| π x d1 | π x 20 | ||||
| 次に、インサートの切れ刃の位置の送り量を計算します(F1)。 | |||||
| (選択した1刃あたりの送り量0.1 mmを使用します。) | |||||
| F1 = | Fz x Z x N | = | 0,1 X 1 X 2387 | = | 238.7 mm/min |
| 最後に、工具中心線における送り量を計算します(F2)。 | |||||
| F2 = | F1 x (D - d1) | = | 238,7 x (30 | = | 79.57 mm/min |
| D | 30 | ||||
| スレッドミーリング方法を選択します。 | |||||
| ダウンカット加工(推奨) を参照してください。 | |||||
| 接線方向の円弧の半径Reを計算します。 | |||||
| Re = | (Ri - CL)2 + RO2 | = | (15 | ||
| 2 x RO | 2 x 15,875 | ||||
| Re = | 14,55 mm | ||||
| 角度(β)を計算します。 | |||||
| β = | 90° + arc sin | Ro - Re | |||
| Re | |||||
| β = | 90° + arc sin | 15,875 - 14,55 | |||
| 14,55 | |||||
| β = | 90° + 5.17° | = | 95,2° | = | 95° 12' |
| ポイントAからポイントBに進入アプローチするときのZ軸に沿った動作(Zα)を計算します。 | |||||
| Zα= P (mm) x | α° | = | 1,578 | = | α = 90°であるため、0.394 mm |
| 360° | 4 | ||||
| 進入アプローチの開始位置のXおよびYの値を計算します。 | |||||
| X = 0Y = Ri + CL = 15 + 0,5 = 15,5 mm | |||||
| 進入アプローチの開始位置のZ軸の位置を定義します。(注:L = ねじ山長さ) | |||||
| Z = (L + Zα) = 12,7 + 0,3945 = 13,0945 mm | |||||
| 開始点を定義します。 | |||||
| Xa = 0 | |||||
| Ya = 0 | |||||
| CNCプログラム(Fanuc 11M) | |||
| % | |||
| N10G90G00G57X0.000Y0.000 | |||
| N20G43H10Z0.M3S2417 | |||
| N30G91G00X0.Y0.Z–0.5156 | |||
| N40G41D60X0.000Y–0.5710Z0. | |||
| N50G03X0.6250Y0.5710Z0.0156R0.5733F3.206 | |||
| N60G03X0.Y0.Z0.0625I–0.625J0. | |||
| N70G03X–0.625Y0.5710Z0.0156R0.5733 | |||
| N80G00G40X0.Y–0.5710Z0. | |||
| N90G49G57G00Z8.0M5 | |||
| N100M30 | |||
| % | |||
| Ri = | D | RO = | DO |
| 2 | 2 | ||
| D = 内径 | DO = 呼び径 | ||
| α 90° | |||
 | |||
 | |||
| 付録A | |
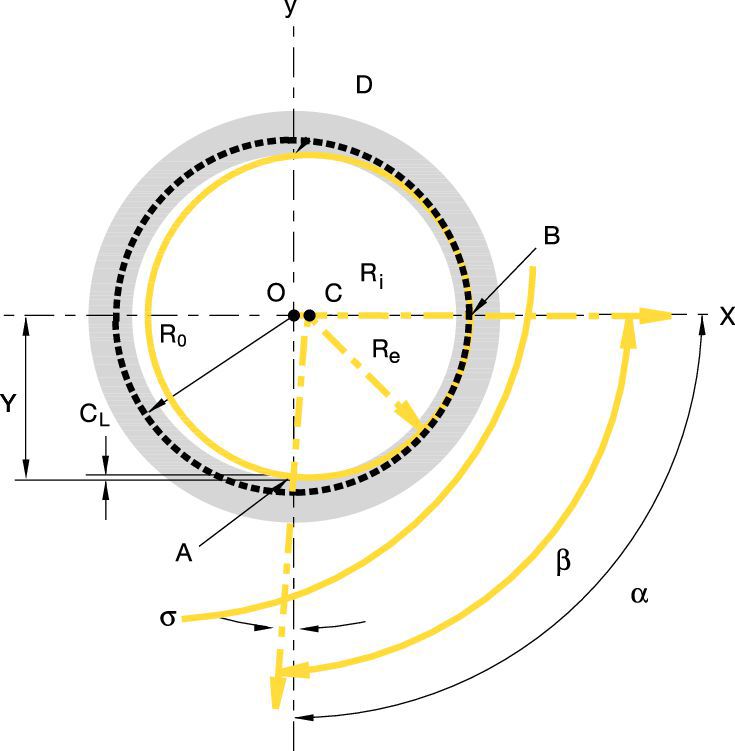
| 内径スレッドミーリングの公式の導出 | |
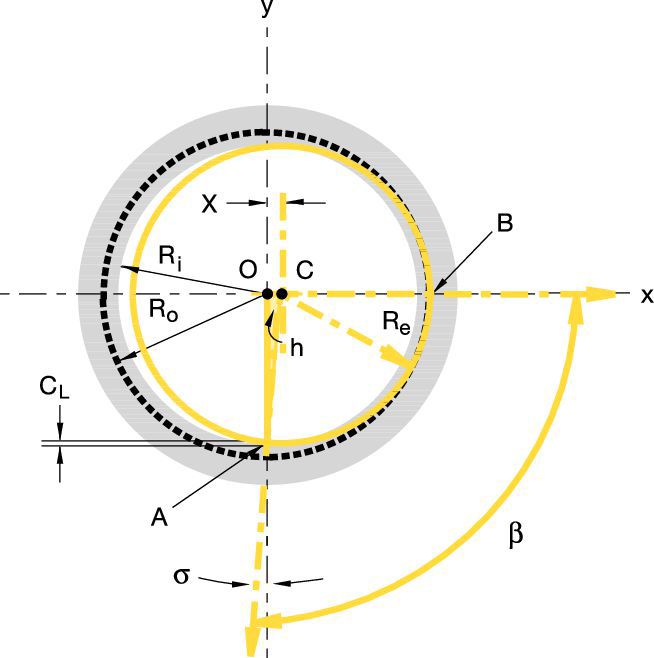
| Re、β、およびXは、進入パスの幾何解析により求められます。 | |
| この進入パスは、円弧パスに沿った工具の動作によって定義されます。この場合、Re の半径はポイントCの付近です。 | |
| R e = | (R i - C L) 2 + R o2 |
| 2R o | |
| 三角形OACにより、Reを簡単に求めることができます。 | |
| OA = Ri – CLCA = ReOC = Ro – Re | |
| ピタゴラスの定理:OA2 + OC2 = AC2 | |
| 実際の値を置き換えると、以下のとおりになります。 | |
| (R i - C L) 2 + (R o - R e) 2 = R e2 | |
| 簡約すると、以下のとおりになります。 | |
| R e = | (R i - C L) 2 + R o2 |
| 2R 0 | |
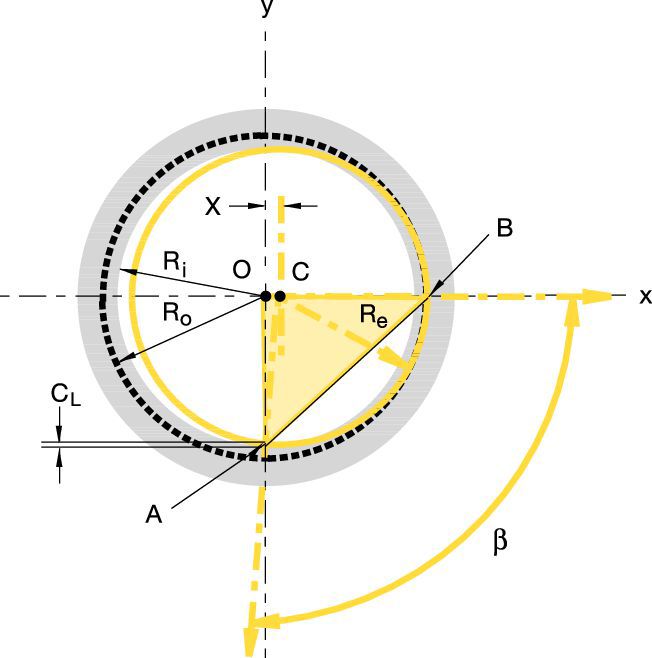 | |
| 角βを求めます。 | |||
| 同じ三角形を使使用して、βを簡単に求めることができます。 | |||
| sin β = | AO | = | (Ro + CL) |
| AC | Re | ||
| β = arc sin | ( | Ro + CL | ) |
| Re | |||
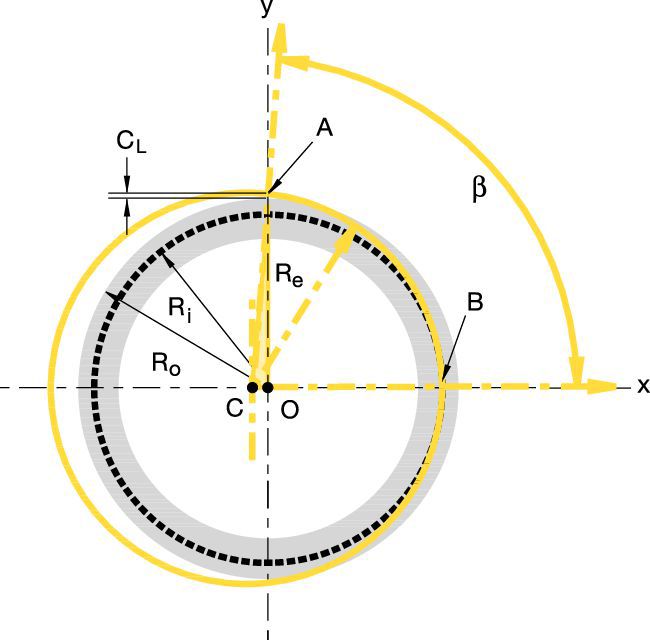 | |||
| 付録B | |
| 外径スレッドミーリングの公式の導出 | |
| Re、β、およびXは、進入パスの幾何解析により求められます。 | |
| この進入パスは、円弧パスに沿った工具の動作によって定義されます。この場合、Re の半径はポイントCの付近です。 | |
| R e = | (R o - C L) 2 + R i2 |
| 2R i | |
| 三角形OACにより、Reを簡単に求めることができます。 | |
| OA = Ro – CLCA = ReOC = Re – Ri | |
| ピタゴラスの定理:OA2 + OC2 = AC2 | |
| 実際の値を置き換えると、以下のとおりになります。 | |
| (R o - C L) 2 + (R e - R i) 2 = R e2 | |
| 簡約すると、以下のとおりになります。 | |
| R e = | (R o - C L) 2 + R i2 |
| 2R i | |
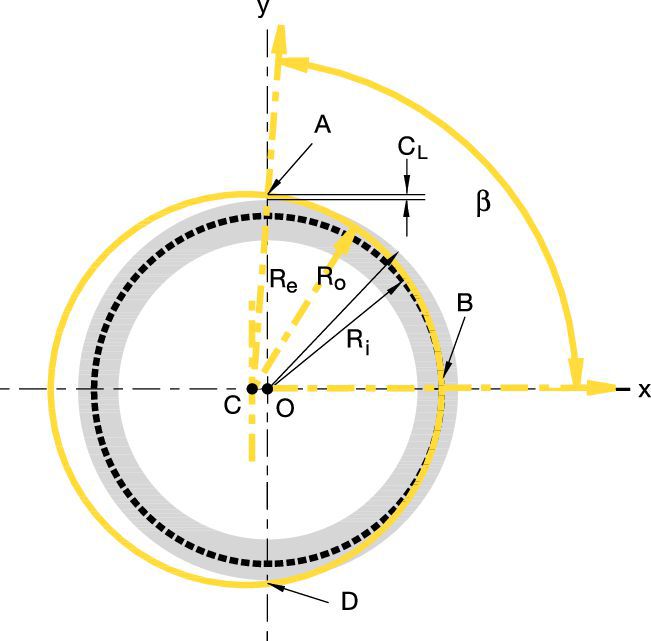 | |
| 角βを求めます。 | ||||
 | ||||
| sin |  | |||
 | = arc sin | ( | Ro - Re | ) |
| Re | ||||
| 従って、β = 90° + arc sin | ( | Ro - Re | ) | |
| Re | ||||
 | ||||
| 問題 | 起こりうる原因 | ソリューション | |
| インサートの過度の逃げ面磨耗 |  | • 切削速度が超過 | • 切削速度を下げる。 |
| • 切り屑が薄すぎる | • 送り量を上げる。 | ||
| • 不十分なクーラント供給 | • クーラント量/圧を増加する。 | ||
| 切れ刃の欠損 |  | • 切り屑が厚すぎる | • 送り量を下げる。• 進入の際、接線の弧を描くように入る。• RPMを上げる。 |
| • 振動 | • 剛性をチェックする。 | ||
| 構成刃先 |  | • 切削速度が不足 | • 切削速度を上げる。 |
| • 切り屑厚さが不十分 | • 送り量を上げる。 | ||
| ビビリ/振動 | • 送り量が超過 | • 送り量を下げる。 | |
| • 形状が深すぎる(コースピッチねじ) | • それぞれの切込み量を増やして、2つのパスを実行する。• それぞれのねじ部の長さを半分だけ切削して、2つのパスを実行する。 | ||
| • ねじ部が長すぎる | • それぞれのねじ部の長さを半分だけ切削して、2つのパスを実行する。 | ||
| ねじ山精度が不十分 | • 工具の変形 | • 送り量を下げる。• ゼロカットを行う。 | |
| ねじ部の指定 | ISO分類 | ねじ等級 |
| UN | ANSI B 1.174 | 2A/2B |
| UNJ | MIL-S-8879A | 3A/3B |
| ISO | R262 (DIN 13) | 6g/6H |
| NPT | USAS B2.1 :1968 | 標準NPT |
| NPTF | ANSI B 1.20.3-1976 | 標準 |
| BSW | B.S.84 :1956, DIN 259, ISO 228/1 :1982 | 中級A |
| BSPT | B.S.21 :1985 | 標準BSPT |
| アクメ | ANSI B1/5 :1988 | 3G |
| PG | DIN 40430 | 標準 |
| TR | DIN 103 | 7e/7H |
I have read and accepted the Terms & Conditions of use












ISO製品型番
ANSI製品型番
to find similar products.Please select a file to download
Models
. Please enter the desired qty for the material(s) you want to include in your promotion or Proceed Without Promotion and only your base materials will be added to the cart.
Minimum quantity should be
| SAP Material Number | ISO製品型番 | 材種 |
|---|
You are about to leave the Solution building process.
Are you sure you want to leave?