
DUO-LOCK™ • HARVI™ I • Chanfrado • 4 canais • Métrico
Fresamento de topo modular • Estilo UKDV
Características e benefícios
- Fresa de topo modular para desbaste e acabamento em aços e aços inoxidáveis.
- Corte até o centro.
- A configuração do passo diferencial dos canais e da hélice variável minimiza a vibração por ressonância e o harmônico para a obtenção de uma usinagem mais suave.
Usos e aplicações
Helix Angle: 37°/39°
Fresamento de mergulho
Fresamento de rampa: blank
Abertura de canal: topo reto
Fresamento lateral/fresamento de canto: topo reto
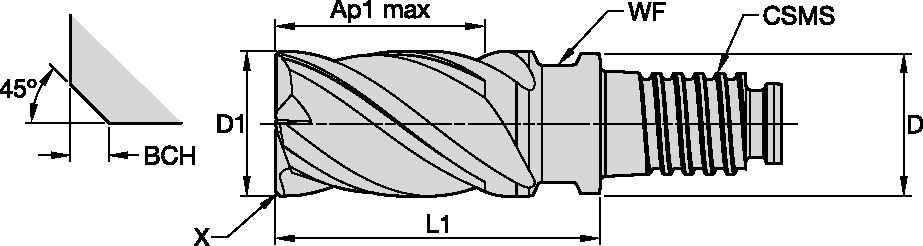
Dimensões da ferramenta: Configuração de canal: 4
Estilo de canto: Canto com chanfro
 <="" td="">
<="" td=""> <="" td="">
<="" td=""> <="" td="" />
<="" td="" />