Desbaste de Titânio
Componentes Típicos:
Beam, Pylons, Chords, Tracks
Material:
Ti6Al4V, Ti5553, Ti10-2-3
A baixa condutividade térmica desses materiais não permite que o calor gerado durante a usinagem se dissipe da aresta da ferramenta. A alta tendência de endurecimento por encruamento das ligas de titânio também pode contribuir para as altas forças de corte e temperaturas, que podem levar ao entalhe na profundidade do corte.
Ligas Alfa-Beta (α-ß)
Essas ligas apresentam as fases α e ß e contêm estabilizadores α e ß. A liga mais simples e mais popular desse grupo é o Ti6Al4V, usado principalmente na indústria aeroespacial. As ligas nesta categoria são facilmente moldáveis e exibem alta resistência a temperatura ambiente e moderada resistência a alta temperatura. As propriedades dessas ligas podem ser alteradas através de tratamento térmico.
Ligas Beta (ß)
As ligas beta (ß) contêm metais de transição, como V, Nb, Ta e Mo, que estabilizam a fase ß. Exemplos de ligas ß comerciais incluem Ti11.5Mo6Zr4.5Sn, Ti15V3Cr3Al3Sn e Ti5553. As ligas beta são facilmente tratáveis pelo calor, geralmente soldáveis e têm alta resistência. Excelente formabilidade pode ser esperada na condição de solução tratada. No entanto, as ligas ß são propensas a transição dúctil-frágil e, portanto, são inadequadas para aplicações criogênicas. As ligas beta têm uma boa combinação ou propriedades para chapas, seções pesadas, fixadores e aplicações em molas.
O titânio é tipicamente produzido na forma de placas e barras, também peças forjadas e fundidas. A relação Buy-to-Fly (BTF) é tipicamente entre 10 e 16, o que significa que uma matéria-prima de 10 kg de titânio acaba gerando uma peça acabada com o peso de 1 kg.
A relação Buy-to Fly requer a remoção eficiente do excesso de material.
Alcançado através de aplicações de desbaste de titânio, fazendo com que a aresta de corte seja exposta a temperaturas extremamente altas por um longo tempo.
A alta reatividade química das ligas de titânio faz com que o cavaco seja soldado na ferramenta, levando a craterização e desgastes prematuros da ferramenta.
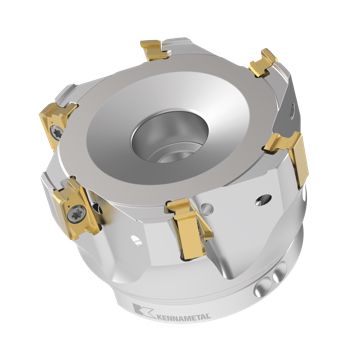
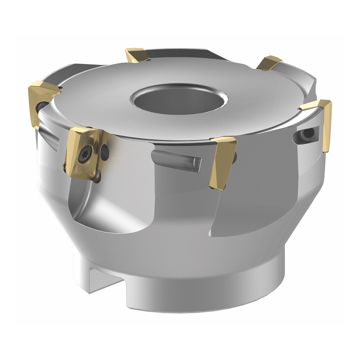
Fresamento de canto
Fresamento de canto
Fresamento helicoidal de canto
Fresa de topo 4 cortes,
aresta torcida
Código de catálogo ISO
Número do catálogo ANSI
to find similar products.Models
. Please enter the desired qty for the material(s) you want to include in your promotion or Proceed Without Promotion and only your base materials will be added to the cart.
Minimum quantity should be
| SAP Material Number | Código de catálogo ISO | Classe |
|---|
You are about to leave the Solution building process.
Are you sure you want to leave?