
KenCut™ AL • AADF • Square End • 2 Flutes • Plain Shank • Inch
Solid Carbide End Mill for Roughing and Finishing of Aluminum
Características e benefícios
- Centre cutting for plunging and ramping operations.
Usos e aplicações
Fresamento de mergulho
Fresamento de rampa: blank
Abertura de canal: topo reto
Fresamento lateral/fresamento de canto: topo reto
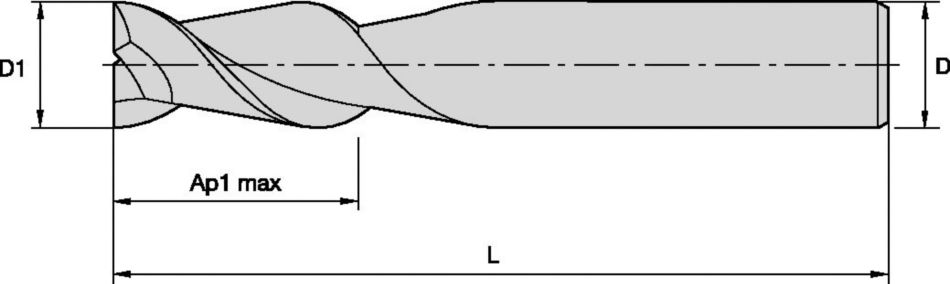
Dimensões da ferramenta: Configuração de canal: 2
Ângulo de hélice: 45°
Estilo de canto: Canto com raio«1
Estilo de canto: topo reto
 <="" td="">
<="" td=""> <="" td="">
<="" td=""> <="" td="" />
<="" td="" />