Bem-vindo!
Confirme suas preferências
Atualizar preferências
Sugestões de produtos
Product Family suggestions
Kennametal ao seu serviço
Olá.,
User Name
Sua conta selecionada:
Existe um problema com a sua conta. Entre em contato com o suporte ao cliente.
Conta do vendedor
Alterar conta
Conta de entrega
Alterar conta
- Painel de controle
- Gerenciar pedidos
- Gerenciar canais
- Catálogo de endereços
-
Notificações
Marcar todas como lidas - Alterar senha
- Meu perfil
- Desconectar
Itens
adicionado com sucesso ao carrinho
Ver o carrinho
Ver o carrinho
Fresar mais por menos com nossas ofertas por tempo limitado!
Compre agora
Kennametal ao seu serviço
Itens
adicionado com sucesso ao carrinho
Ver o carrinho
Ver o carrinho
Editando solução
Adicionando solução
Nome da solução: {{SolutionName}}- Produtos
- /
- Mill 4™-12KT • Inserto de metal duro • LNGQ-HD • Usinagem pesada
Sending to SolidCAM in progress...
Downloaded file will be available after import in the SolidCAM tool library.



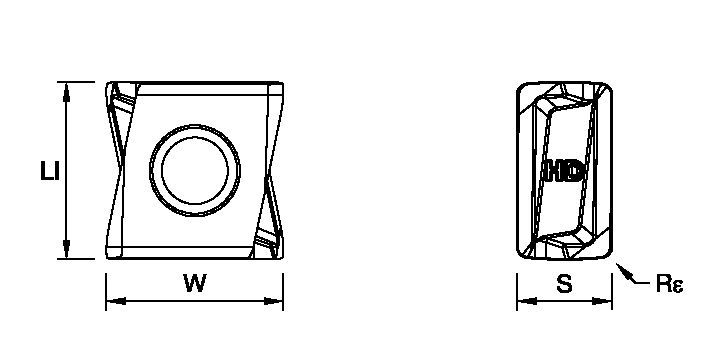
Mill 4™-12KT • Inserto de metal duro • LNGQ-HD • Usinagem pesada
Inserto de fresamento de canto com quatro arestas de corte por inserto, retificado com precisão
Características e benefícios
- Inserto retificado de precisão para melhor acabamento superficial.
- A interface pastilha/encaixe garante estabilidade e desempenho consistente em aplicações difíceis.
- Até 15% menos consumo de energia.
- Fácil indexação do inserto através da fixação do parafuso.
Guia de seleção de insertos
| Mill 4-12KT™ • Insert Selection Guide | ||||||
| Material Group | Light
|
General
|
Heavy
|
|||
| – | (Light geometry) | – | (Strong geometry) | |||
| – | wear
|
 | toughness | |||
| – | Geometry | Grade | Geometry | Grade | Geometry | Grade |
| P1-P2 | .E..GE | KC522M | .E..PU | KCPM40 | .E..HD | KCPM40 |
| P3-P4 | .E..GE | KC522M | .E..PU | KCPM40 | .E..HD | KCPM40 |
| P5-P6 | .E..GE | KC522M | .E..PU | KC725M | .E..HD | KCPK30 |
| M1-M2 | .E..GE | KC522M | .E..PU | KCSM40 | .E..HD | KCPM40 |
| M3 | .E..GE | KC522M | .E..GE | KCSM40 | .E..HD | KCPM40 |
| K1-K2 | .E..GE | KCK15 | .E..PU | KCK20B | .E..HD | KCK15 |
| K3 | .E..GE | KCK20B | .E..PU | KCK20B | .E..HD | KCK20B |
| N1-N2 | – | – | – | – | – | – |
| N3 | – | – | – | – | – | – |
| S1-S2 | .E..GE | KC522M | .E..PU | KCSM40 | – | – |
| S3 | .E..GE | KC522M | .E..GE | KCSM40 | – | – |
| S4 | .E..GE | KC522M | .E..GE | KCSM40 | – | – |
| H1 | – | – | – | – | – | – |
Avanços iniciais recomendados [mm]
| Mill 4-12KT™ • Recommended Starting Feeds [mm/th] | |||||||||||||||
| Insert Geometry | Recommended Starting Feed per Tooth (Fz) in Relation to % of Radial Engagement (ae) | ||||||||||||||
| 10% | 20% | 30% | 40% | 50–100% | |||||||||||
| L | M | H | L | M | H | L | M | H | L | M | H | L | M | H | |
| .E..GE | 0,12 | 0,33 | 0,09 | 0,25 | 0,08 | 0,22 | 0,07 | 0,2 | 0,07 | 0,2 | |||||
| .E..PU | 0,12 | 0,35 | 0,45 | 0,09 | 0,3 | 0,4 | 0,08 | 0,25 | 0,35 | 0,07 | 0,2 | 0,33 | 0,07 | 0,2 | 0,3 |
| .E..HD | 0,12 | 0,35 | 0,55 | 0,09 | 0,3 | 0,44 | 0,08 | 0,25 | 0,38 | 0,07 | 0,2 | 0,36 | 0,07 | 0,2 | 0,35 |
| L = Light Machining; M = Medium Machining; H = Heavy Machining NOTE: Use Light Machining values as starting feed rate. | |||||||||||||||
Avanços recomendados iniciais [IPT]
| Mill 4-12KT™ • Recommended Starting Feeds [IPT] | |||||||||||||||
| Insert Geometry | Recommended Starting Feed per Tooth (Fz) in Relation to % of Radial Engagement (ae) | ||||||||||||||
| 10% | 20% | 30% | 40% | 50–100% | |||||||||||
| L | M | H | L | M | H | L | M | H | L | M | H | L | M | H | |
| .E..GE | 0.005 | 0.013 | 0.004 | 0.01 | 0.003 | 0.009 | 0.003 | 0.008 | 0.003 | 0.008 | |||||
| .E..PU | 0.005 | 0.014 | 0.018 | 0.004 | 0.012 | 0.016 | 0.003 | 0.01 | 0.014 | 0.003 | 0.008 | 0.013 | 0.003 | 0.008 | 0.012 |
| .E..HD | 0.005 | 0.014 | 0.022 | 0.004 | 0.012 | 0.017 | 0.003 | 0.01 | 0.015 | 0.003 | 0.008 | 0.014 | 0.003 | 0.008 | 0.014 |
| L = Light Machining; M = Medium Machining; H = Heavy Machining NOTE: Use Light Machining values as starting feed rate. | |||||||||||||||
Velocidades iniciais recomendadas [m/min.]
| Mill 4™-12KT • Recommended Starting Speeds [m/min] | ||||||||||||||||||||||
| Grade | KC522M | KCK15 | KCK20B | KCPK30 | KCPM40 | KCSM40 | KC725M | |||||||||||||||
| Chip Thickness hex mm | Min | Max | Min | Max | Min | Max | Min | Max | Min | Max | Min | Max | Min | Max | ||||||||
| Material Group | Max | Start | Min | Max | Start | Min | Max | Start | Min | Max | Start | Min | Max | Start | Min | Max | Start | Min | Max | Start | Min | |
| P | 1 | 1085 | 935 | 885 | – | – | – | – | – | – | 1495 | 1295 | 1215 | 970 | 855 | 805 | 1150 | 1050 | 985 | 855 | 755 | 705 |
| 2 | 900 | 785 | 655 | – | – | – | – | – | – | 920 | 835 | 755 | 820 | 705 | 590 | 985 | 885 | 720 | 720 | 625 | 525 | |
| 3 | 835 | 705 | 575 | – | – | – | – | – | – | 835 | 755 | 675 | 755 | 640 | 525 | 920 | 785 | 640 | 655 | 560 | 460 | |
| 4 | 740 | 605 | 490 | – | – | – | – | – | – | 625 | 575 | 525 | 675 | 560 | 445 | 785 | 675 | 540 | 590 | 490 | 395 | |
| 5 | 605 | 560 | 490 | – | – | – | – | – | – | 855 | 755 | 690 | 560 | 510 | 445 | 655 | 590 | 525 | 490 | 445 | 395 | |
| 6 | 540 | 410 | 330 | – | – | – | – | – | – | 525 | 445 | 360 | 490 | 375 | 295 | 590 | 460 | 330 | 425 | 330 | 260 | |
| M | 1 | 675 | 590 | 540 | – | – | – | – | – | – | 675 | 605 | 510 | 640 | 560 | 510 | 855 | 625 | 375 | 560 | 490 | 445 |
| 2 | 605 | 525 | 425 | – | – | – | – | – | – | 605 | 525 | 460 | 575 | 490 | 410 | 755 | 560 | 345 | 510 | 425 | 360 | |
| 3 | 460 | 395 | 310 | – | – | – | – | – | – | 475 | 425 | 375 | 425 | 375 | 295 | 625 | 460 | 280 | 375 | 330 | 260 | |
| K | 1 | 755 | 675 | 605 | 1380 | 1250 | 1115 | 1180 | 950 | 8 | 970 | 870 | 785 | – | – | – | – | – | – | – | – | – |
| 2 | 590 | 525 | 490 | 1100 | 970 | 900 | 920 | 755 | 640 | 770 | 690 | 625 | – | – | – | – | – | – | – | – | – | |
| 3 | 490 | 445 | 395 | 920 | 820 | 755 | 690 | 575 | 525 | 640 | 575 | 525 | – | – | – | – | – | – | – | – | – | |
| N | 1 | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – |
| 2 | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | |
| 3 | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | |
| S | 1 | 130 | 115 | 80 | – | – | – | – | – | – | – | – | – | 130 | 115 | 100 | 195 | 150 | 80 | 115 | 100 | 80 |
| 2 | 130 | 115 | 80 | – | – | – | – | – | – | – | – | – | 130 | 115 | 100 | 180 | 130 | 80 | 115 | 100 | 80 | |
| 3 | 165 | 130 | 80 | – | – | – | – | – | – | – | – | – | 165 | 130 | 95 | 215 | 150 | 100 | 150 | 115 | 80 | |
| 4 | 165 | 150 | 115 | – | – | – | – | – | – | – | – | – | 180 | 165 | 115 | 245 | 195 | 130 | 165 | 150 | 100 | |
| H | 1 | 395 | 295 | 230 | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – |
| As the average chip thickness increases, speed should be decreased. Material groups P, M, K and H show recommended starting speeds for dry machining. For wet machining, reduce speed by 20%. Material groups N and S show recommended starting speeds for wet machining. Not recommended for dry machining. | ||||||||||||||||||||||
Recommended Starting Speeds [SFM]
| Mill 4-12KT™ • Recommended Starting Speeds [SFM] | ||||||||||||||||||||||
| Grade | KC522M | KCK15 | KCK20B | KCPK30 | KCPM40 | KCSM40 | KC725M | |||||||||||||||
| Chip Thickness hex Inch | Min | Max | Min | Max | Min | Max | Min | Max | Min | Max | Min | Max | Min | Max | ||||||||
| Material Group | Max | Start | Min | Max | Start | Min | Max | Start | Min | Max | Start | Min | Max | Start | Min | Max | Start | Min | Max | Start | Min | |
| P | 1 | 1085 | 935 | 885 | – | – | – | – | – | – | 1495 | 1295 | 1215 | 970 | 855 | 805 | 1150 | 1050 | 985 | 855 | 755 | 705 |
| 2 | 900 | 785 | 655 | – | – | – | – | – | – | 920 | 835 | 755 | 820 | 705 | 590 | 985 | 885 | 720 | 720 | 625 | 525 | |
| 3 | 835 | 705 | 575 | – | – | – | – | – | – | 835 | 755 | 675 | 755 | 640 | 525 | 920 | 785 | 640 | 655 | 560 | 460 | |
| 4 | 740 | 605 | 490 | – | – | – | – | – | – | 625 | 575 | 525 | 675 | 560 | 445 | 785 | 675 | 540 | 590 | 490 | 395 | |
| 5 | 605 | 560 | 490 | – | – | – | – | – | – | 855 | 755 | 690 | 560 | 510 | 445 | 655 | 590 | 525 | 490 | 445 | 395 | |
| 6 | 540 | 410 | 330 | – | – | – | – | – | – | 525 | 445 | 360 | 490 | 375 | 295 | 590 | 460 | 330 | 425 | 330 | 260 | |
| M | 1 | 675 | 590 | 540 | – | – | – | – | – | – | 675 | 605 | 510 | 640 | 560 | 510 | 855 | 625 | 375 | 560 | 490 | 445 |
| 2 | 605 | 525 | 425 | – | – | – | – | – | – | 605 | 525 | 460 | 575 | 490 | 410 | 755 | 560 | 345 | 510 | 425 | 360 | |
| 3 | 460 | 395 | 310 | – | – | – | – | – | – | 475 | 425 | 375 | 425 | 375 | 295 | 625 | 460 | 280 | 375 | 330 | 260 | |
| K | 1 | 755 | 675 | 605 | 1380 | 1265 | 1115 | 1180 | 950 | 805 | 970 | 870 | 785 | – | – | – | – | – | – | – | – | – |
| 2 | 590 | 525 | 490 | 1100 | 970 | 900 | 920 | 755 | 640 | 770 | 690 | 625 | – | – | – | – | – | – | – | – | – | |
| 3 | 490 | 445 | 395 | 920 | 820 | 755 | 690 | 575 | 460 | 640 | 575 | 525 | – | – | – | – | – | – | – | – | – | |
| N | 1 | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – |
| 2 | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | |
| 3 | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | |
| S | 1 | 130 | 115 | 80 | – | – | – | – | – | – | – | – | – | 130 | 115 | 100 | 195 | 150 | 80 | 115 | 100 | 80 |
| 2 | 130 | 115 | 80 | – | – | – | – | – | – | – | – | – | 130 | 115 | 100 | 180 | 130 | 80 | 115 | 100 | 80 | |
| 3 | 165 | 130 | 80 | – | – | – | – | – | – | – | – | – | 165 | 130 | 100 | 215 | 150 | 100 | 150 | 115 | 80 | |
| 4 | 165 | 150 | 115 | – | – | – | – | – | – | 165 | 150 | 115 | 180 | 165 | 115 | 245 | 195 | 130 | 165 | 150 | 100 | |
| H | 1 | 395 | 295 | 230 | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – |
| As the average chip thickness increases, speed should be decreased. Material groups P, M, K and H show recommended starting speeds for dry machining. For wet machining, reduce speed by 20%. Material groups N and S show recommended starting speeds for wet machining. Not recommended for dry machining. | ||||||||||||||||||||||