Vítejte
Potvrďte své předvolby
Aktualizovat předvolby
Návrhy produktů
Product Family suggestions
Kennametal k vašim službám
Zakaznicke centrum
Vítejte, User Name
Vámi vybraný účet:
Vyskytl se problém s vaším účtem. Kontaktujte prosím zákaznickou podporu.
Účet kupujícího
Změnit účet
Účet pro příjemce zásilky
Změnit účet
- Ovládací panel
- Spravovat objednávky
- Spravovat kanály
- Adresář
-
Oznámení
Označit vše jako přečtené - Změnit heslo
- Můj profil
- Odhlásit se
Položka (položky)
úspěšně přidáno do košíku
Zobrazit košík
Zobrazit košík
Frézujte více za méně s našimi časově omezenými nabídkami!
Nakupujte nyní.
Kennametal k vašim službám
Zakaznicke centrum
Položka (položky)
úspěšně přidáno do košíku
Zobrazit košík
Zobrazit košík
Úprava řešení
Přidání řešení
Název řešení: {{SolutionName}}- Produkty
- /
- Nástroje pro obrábění kovů
- /
- Frézování
- /
- Frézovací nástroje
- /
- Copy Mills
- /
- Beyond BLAST™ • KSRM™ • Daisy
- /
- Beyond BLAST™ • KSRM™ • Daisy • 20mm
- /
- Broušené břitové destičky pro BB KSRM • RCGX2006...
Sending to SolidCAM in progress...
Downloaded file will be available after import in the SolidCAM tool library.
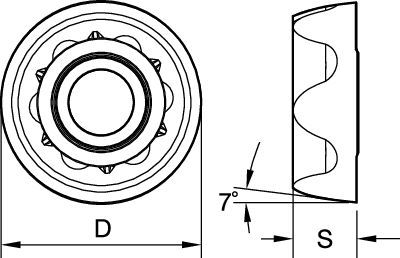
Broušené břitové destičky pro BB KSRM • RCGX2006...
Výměnné břitové destičky • BB KSRM • RCGX2006...
Vlastnosti a výhody
- Revoluční konstrukce s přívodem chladicí kapaliny skrze břitovou destičku.
- Navrženy pro zajištění maximálního výkonu při obrábění titanu.
- Geometrie ELF pro nízké řezné síly a ochrana proti tvorbě nárůstků na řezné hraně.
- SGF je první volbou pro vyšší úběry třísek a náročné aplikace.
| Material Group | Light
|
General
|
Heavy
|
|||
| – | (Light geometry) | – | (Strong geometry) | |||
| – | wear
|
 <="" td=""> <="" td=""> | toughness | |||
| – | Geometry | Grade | Geometry | Grade | Geometry | Grade |
| P1–P2 | – | – | – | – | – | – |
| P3–P4 | – | – | – | – | – | – |
| P5–P6 | – | – | – | – | – | – |
| M1–M2 | – | – | – | – | – | – |
| M3 | – | – | – | – | – | – |
| K1–K2 | – | – | – | – | – | – |
| K3 | – | – | – | – | – | – |
| N1–N2 | – | – | – | – | – | – |
| N3 | – | – | – | – | – | – |
| S1–S2 | – | – | – | – | – | – |
| S3 | – | – | – | – | – | – |
| S4 | .E..LF | KC725M | .S..GF | KC725M | .S..GF | KC725M |
| H1 | – | – | – | – | – | – |
Při axiální hloubce řezu(ap) 10 mm
| Insert Geometry | Recommended Starting Feed per Tooth (Fz) in Relation to % of Radial Engagement (ae) | Insert Geometry | ||||||||||||||
| 10% | 20% | 30% | 40% | 50–100% | ||||||||||||
| .E..LF | 0,17 | 0,36 | 0,54 | 0,13 | 0,27 | 0,40 | 0,11 | 0,24 | 0,35 | 0,10 | 0,22 | 0,33 | 0,10 | 0,22 | 0,32 | .E..LF |
| .S..GF | 0,17 | 0,43 | 0,67 | 0,13 | 0,32 | 0,50 | 0,11 | 0,28 | 0,44 | 0,10 | 0,26 | 0,41 | 0,10 | 0,25 | 0,40 | .S..GF |
Při axiální hloubce řezu(ap) 5 mm
| Light
|
General
|
Heavy
|
Při axiální hloubce řezu(ap) 2,5 mm
| Insert Geometry | Recommended Starting Feed per Tooth (Fz) in Relation to % of Radial Engagement (ae) | Insert Geometry | ||||||||||||||
| 10% | 20% | 30% | 40% | 50–100% | ||||||||||||
| .E..LF | 0,20 | 0,42 | 0,62 | 0,15 | 0,31 | 0,46 | 0,13 | 0,27 | 0,40 | 0,12 | 0,25 | 0,38 | 0,12 | 0,25 | 0,37 | .E..LF |
| .S..GF | 0,20 | 0,49 | 0,78 | 0,15 | 0,37 | 0,58 | 0,13 | 0,32 | 0,50 | 0,12 | 0,30 | 0,47 | 0,12 | 0,29 | 0,46 | .S..GF |
Při axiální hloubce řezu(ap) 1,25 mm
| Insert Geometry | Recommended Starting Feed per Tooth (Fz) in Relation to % of Radial Engagement (ae) | Insert Geometry | ||||||||||||||
| 10% | 20% | 30% | 40% | 50–100% | ||||||||||||
| .E..LF | 0,35 | 0,75 | 1,12 | 0,26 | 0,56 | 0,83 | 0,23 | 0,49 | 0,72 | 0,21 | 0,46 | 0,67 | 0,21 | 0,45 | 0,66 | .E..LF |
| .S..GF | 0,35 | 0,88 | 1,40 | 0,26 | 0,66 | 1,04 | 0,23 | 0,57 | 0,90 | 0,21 | 0,54 | 0,84 | 0,21 | 0,52 | 0,83 | .S..GF |
| Insert Geometry | Recommended Starting Feed per Tooth (Fz) in Relation to % of Radial Engagement (ae) | Insert Geometry | ||||||||||||||
| 10% | 20% | 30% | 40% | 50–100% | ||||||||||||
| .E..LF | 0,26 | 0,55 | 0,81 | 0,19 | 0,41 | 0,61 | 0,17 | 0,36 | 0,53 | 0,16 | 0,33 | 0,49 | 0,15 | 0,33 | 0,48 | .E..LF |
| .S..GF | 0,26 | 0,64 | 1,02 | 0,19 | 0,48 | 0,76 | 0,17 | 0,42 | 0,66 | 0,16 | 0,39 | 0,62 | 0,15 | 0,38 | 0,60 | .S..GF |
Doporučené počáteční řezné rychlosti [m/min]
| Material Group | KC725M | |||
| P | 1 | – | – | – |
| 2 | – | – | – | |
| 3 | – | – | – | |
| 4 | – | – | – | |
| 5 | – | – | – | |
| 6 | – | – | – | |
| M | 1 | – | – | – |
| 2 | – | – | – | |
| 3 | – | – | – | |
| K | 1 | – | – | – |
| 2 | – | – | – | |
| 3 | – | – | – | |
| N | 1 | – | – | – |
| 2 | – | – | – | |
| S | 1 | – | – | – |
| 2 | – | – | – | |
| 3 | – | – | – | |
| 4 | 75 | 55 | 35 | |
| H | 1 | – | – | – |
| 2 | – | – | – | |
| 3 | – | – | – | |
| insert IC | catalog number | max ramp angle | max ramp depth | max plunging depth | min hole diameter (DH min) | max flat-bottom hole diameter (DH1 max) | max diameter (no flat bottom) |
| RCGX2006 | KSRM63A04RC20BB | 1,29° | 0,88 | 1,45 | 97,99 | 106,08 | 126,00 |
| RCGX2006 | KSRM80A05RC20BB | 1,23° | 1,19 | 1,82 | 130,70 | 140,08 | 160,00 |
| RCGX2006 | KSRM100B05RC20BB | 1,17° | 1,53 | 2,16 | 169,53 | 180,08 | 200,00 |
| RCGX2006 | KSRM100B06RC20BB | 1,15° | 1,51 | 2,13 | 169,61 | 180,08 | 200,00 |
| RCGX2006 | KSRM125B06RC20BB | 1,06° | 1,84 | 2,44 | 218,61 | 230,08 | 250,00 |
| RCGX2006 | KSRM125B07RC20BB | 1,05° | 1,81 | 2,41 | 218,68 | 230,08 | 250,00 |
| RCGX2006 | KSRM160C07RC20BB | 0,92° | 2,15 | 2,71 | 287,75 | 300,08 | 320,00 |
| RCGX2006 | KSRM160C08RC20BB | 0,92° | 2,14 | 2,69 | 287,78 | 300,08 | 320,00 |
| RCGX2006 | KSRM200C09RC20BB | 0,79° | 2,40 | 2,90 | 367,16 | 380,08 | 400,00 |
| RCGX2006 | KSRM80A05RC20BB-J | 1,23° | 1,19 | 1,82 | 130,70 | 140,08 | 160,00 |
| RCGX2006 | KSRM100B06RC20BB-J | 1,15° | 1,51 | 2,13 | 169,61 | 180,08 | 200,00 |
| RCGX2006 | KSRM125B07RC20BB-J | 1,05° | 1,81 | 2,41 | 218,68 | 230,08 | 250,00 |
| RCGX2006 | KSRM160C08RC20BB-J | 0,92° | 2,14 | 2,69 | 287,78 | 300,08 | 320,00 |
| RCGX2006 | KSRM200C09RC20BB-J | 0,79° | 2,40 | 2,90 | 367,16 | 380,08 | 400,00 |