Vítejte
Potvrďte své předvolby
Aktualizovat předvolby
Návrhy produktů
Product Family suggestions
Kennametal k vašim službám
Zakaznicke centrum
Vítejte, User Name
Vámi vybraný účet:
Vyskytl se problém s vaším účtem. Kontaktujte prosím zákaznickou podporu.
Účet kupujícího
Změnit účet
Účet pro příjemce zásilky
Změnit účet
- Ovládací panel
- Spravovat objednávky
- Spravovat kanály
- Adresář
-
Oznámení
Označit vše jako přečtené - Změnit heslo
- Můj profil
- Odhlásit se
Položka (položky)
úspěšně přidáno do košíku
Zobrazit košík
Zobrazit košík
Frézujte více za méně s našimi časově omezenými nabídkami!
Nakupujte nyní.
Kennametal k vašim službám
Zakaznicke centrum
Položka (položky)
úspěšně přidáno do košíku
Zobrazit košík
Zobrazit košík
Úprava řešení
Přidání řešení
Název řešení: {{SolutionName}}- Produkty
- /
- HARVI™ III • Kuželové kulové frézy • 6-břité • Válcová stopka • Metrické
Sending to SolidCAM in progress...
Downloaded file will be available after import in the SolidCAM tool library.

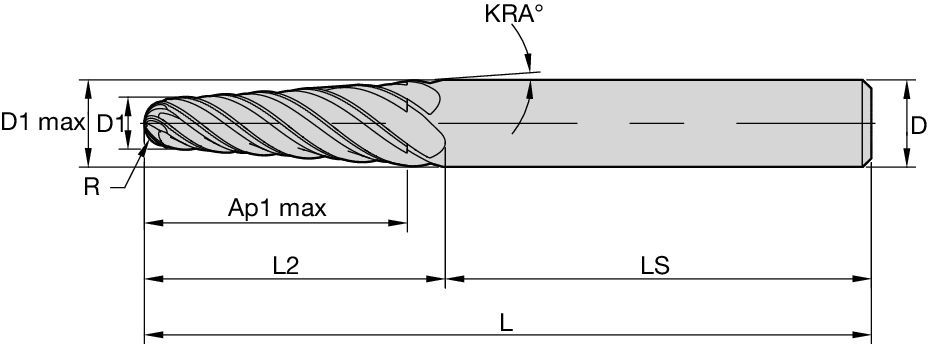
HARVI™ III • Kuželové kulové frézy • 6-břité • Válcová stopka • Metrické
Karbidové stopkové frézy HARVI™ III pro 5-osé obrábění s výrazně vyšším výkonem a kratšími vedlejšími časy
Vlastnosti a výhody
- Univerzální karbidové stopkové frézy pro 5-osé obrábění ocelí, nerezových ocelí a žáruvzdorných slitin.
- Šest břitů v kulové i kuželové části pro nejvyšší úběry materiálu.
- Dva úhly kužele pro širokou řadu aplikací.
- Kuželové kopírovací stopkové frézy HARVI™ III s asymetrickou geometrií břitu pro obrábění bez chvění při nejvyšších posuvech.
- Možnost zavrtávání a zapichování.
Použití
Side Milling/Shoulder Milling: Ball Nose
3D Profiling
Tool Dimensions: Flute Configuration: 6
Helix Angle: 38°
| End Mill Tolerances | |||
| D1 | tolerance e8 | D | tolerance h6 + / - |
| ≤3 | -0,014/-0,028 | ≤3 | +0/-0,006 |
|
|
-0,020/-0,038 |
|
+0/-0,008 |
|
|
-0,025/-0,047 |
|
+0/-0,009 |
|
|
-0,032/-0,059 |
|
+0/-0,011 |
|
|
-0,040/-0,073 |
|
+0/-0,013 |
HARVI III • UJBE • Kuželové kulové 6-břité frézy • Asymetrická geometrie břitu • Střední dokončování
| Material
|
 <="" td=""> <="" td=""> | KCSM15A | Recommended feed per tooth (fz = mm/th) for side milling. | |||||||||||||||
| Cutting Speed
|
D1
|
|||||||||||||||||
| ap | ae | Min | Max | mm | 4,0 | 5,0 | 6,0 | 8,0 | 10,0 | 12,0 | 14,0 | 16,0 | 18,0 | 20,0 | 25,0 | |||
| P | 0 | Ap max | 0,4 x D | 150 |
|
200 | Fz | 0,028 | 0,036 | 0,044 | 0,060 | 0,072 | 0,083 | 0,092 | 0,101 | 0,108 | 0,114 | 0,124 |
| 1 | Ap max | 0,4 x D | 150 |
|
200 | Fz | 0,028 | 0,036 | 0,044 | 0,060 | 0,072 | 0,083 | 0,092 | 0,101 | 0,108 | 0,114 | 0,124 | |
| 2 | Ap max | 0,4 x D | 140 |
|
190 | Fz | 0,028 | 0,036 | 0,044 | 0,060 | 0,072 | 0,083 | 0,092 | 0,101 | 0,108 | 0,114 | 0,124 | |
| 3 | Ap max | 0,4 x D | 120 |
|
160 | Fz | 0,023 | 0,030 | 0,036 | 0,050 | 0,061 | 0,070 | 0,079 | 0,087 | 0,095 | 0,101 | 0,114 | |
| 4 | Ap max | 0,4 x D | 90 |
|
150 | Fz | 0,021 | 0,027 | 0,033 | 0,045 | 0,054 | 0,062 | 0,070 | 0,077 | 0,083 | 0,088 | 0,098 | |
| 5 | Ap max | 0,4 x D | 60 |
|
100 | Fz | 0,019 | 0,024 | 0,029 | 0,040 | 0,048 | 0,056 | 0,063 | 0,070 | 0,076 | 0,081 | 0,091 | |
| 6 | Ap max | 0,4 x D | 50 |
|
75 | Fz | 0,016 | 0,020 | 0,025 | 0,034 | 0,040 | 0,047 | 0,052 | 0,057 | 0,061 | 0,065 | 0,071 | |
| M | 1 | Ap max | 0,4 x D | 90 |
|
115 | Fz | 0,023 | 0,030 | 0,036 | 0,050 | 0,061 | 0,070 | 0,079 | 0,087 | 0,095 | 0,101 | 0,114 |
| 2 | Ap max | 0,4 x D | 60 |
|
80 | Fz | 0,019 | 0,024 | 0,029 | 0,040 | 0,048 | 0,056 | 0,063 | 0,070 | 0,076 | 0,081 | 0,091 | |
| 3 | Ap max | 0,4 x D | 60 |
|
70 | Fz | 0,016 | 0,020 | 0,025 | 0,034 | 0,040 | 0,047 | 0,052 | 0,057 | 0,061 | 0,065 | 0,071 | |
| S | 1 | Ap max | 0,4 x D | 50 |
|
90 | Fz | 0,023 | 0,030 | 0,036 | 0,050 | 0,061 | 0,070 | 0,079 | 0,087 | 0,095 | 0,101 | 0,114 |
| 2 | Ap max | 0,4 x D | 25 |
|
50 | Fz | 0,013 | 0,016 | 0,019 | 0,026 | 0,032 | 0,037 | 0,042 | 0,046 | 0,050 | 0,054 | 0,061 | |
| 3 | Ap max | 0,4 x D | 25 |
|
40 | Fz | 0,013 | 0,016 | 0,019 | 0,026 | 0,032 | 0,037 | 0,042 | 0,046 | 0,050 | 0,054 | 0,061 | |
| 4 | Ap max | 0,4 x D | 50 |
|
60 | Fz | 0,016 | 0,021 | 0,026 | 0,037 | 0,045 | 0,052 | 0,058 | 0,064 | 0,069 | 0,074 | 0,084 | |
| H | 1 | Ap max | 0,4 x D | 80 |
|
140 | Fz | 0,021 | 0,027 | 0,033 | 0,045 | 0,054 | 0,062 | 0,070 | 0,077 | 0,083 | 0,088 | 0,098 |
| Werkstoffgruppe | <="" td=""> | KCSM15 | Empfohlener Vorschub pro Zahn (fz = mm/Zahn) zum Eckfräsen (A). | ||||||||||
| A | Schnittgeschwindigkeit
|
D1
|
|||||||||||
| ap | ae | min. | max. | mm | 10,0 | 12,0 | 16,0 | 18,0 | 20,0 | 25,0 | |||
| P | 0 | Ap max | 0,06 x D | 285 |
|
380 | fz | 0,086 | 0,099 | 0,121 | 0,130 | 0,137 | 0,149 |
| 1 | Ap max | 0,06 x D | 285 |
|
380 | fz | 0,086 | 0,099 | 0,121 | 0,130 | 0,137 | 0,149 | |
| 2 | Ap max | 0,06 x D | 266 |
|
361 | fz | 0,086 | 0,099 | 0,121 | 0,130 | 0,137 | 0,149 | |
| 3 | Ap max | 0,06 x D | 228 |
|
304 | fz | 0,073 | 0,084 | 0,105 | 0,113 | 0,121 | 0,137 | |
| 4 | Ap max | 0,06 x D | 171 |
|
285 | fz | 0,065 | 0,075 | 0,092 | 0,099 | 0,106 | 0,117 | |
| 5 | Ap max | 0,06 x D | 114 |
|
190 | fz | 0,058 | 0,067 | 0,084 | 0,091 | 0,097 | 0,109 | |
| 6 | Ap max | 0,06 x D | 96 |
|
142,2 | fz | 0,048 | 0,056 | 0,068 |
|
0,078 | 0,085 | |
| M | 1 | Ap max | 0,06 x D | 171 |
|
218,5 | fz | 0,073 | 0,084 | 0,105 | 0,113 | 0,121 | 0,137 |
| 2 | Ap max | 0,06 x D | 114 |
|
152 | fz | 0,058 | 0,067 | 0,084 | 0,091 | 0,097 | 0,109 | |
| 3 | Ap max | 0,06 x D | 114 |
|
133 | fz | 0,048 | 0,056 | 0,068 | 0,073 | 0,078 | 0,085 | |
| S | 1 | Ap max | 0,06 x D | 95 |
|
171 | fz | 0,073 | 0,084 | 0,105 | 0,113 | 0,121 | 0,137 |
| 2 | Ap max | 0,06 x D | 47,5 |
|
76 | fz | 0,038 | 0,045 | 0,056 | 0,060 | 0,065 | 0,074 | |
| 3 | Ap max | 0,06 x D | 47,5 |
|
76 | fz | 0,038 | 0,045 | 0,056 | 0,060 | 0,065 | 0,074 | |
| 4 | Ap max | 0,06 x D | 95 |
|
114 | fz | 0,053 | 0,062 | 0,077 | 0,083 | 0,089 | 0,100 | |
| H | 1 | Ap max | 0,06 x D | 152 |
|
266 | fz | 0,065 | 0,075 | 0,092 | 0,099 | 0,106 | 0,117 |
HARVI III • UJBE • 6-břité Kuželové kulové frézy • Asymetrická geometrie břitu • Střední dokončování
| Material
|
<="" td=""> | KCSM15A | Recommended feed per tooth (fz = mm/th) for side milling. | ||||||||||||||
| Cutting Speed
|
D1
|
||||||||||||||||
| ap | ae | Min | Max | mm | 4,0 | 5,0 | 6,0 | 8,0 | 10,0 | 12,0 | 16,0 | 18,0 | 20,0 | 25,0 | |||
| P | 0 | Ap max | 0,06 x D | 285 |
|
380 | Fz | 0,034 | 0,043 | 0,053 | 0,072 | 0,086 | 0,099 | 0,121 | 0,130 | 0,137 | 0,149 |
| 1 | Ap max | 0,06 x D | 285 |
|
380 | Fz | 0,034 | 0,043 | 0,053 | 0,072 | 0,086 | 0,099 | 0,121 | 0,130 | 0,137 | 0,149 | |
| 2 | Ap max | 0,06 x D | 266 |
|
361 | Fz | 0,034 | 0,043 | 0,053 | 0,072 | 0,086 | 0,099 | 0,121 | 0,130 | 0,137 | 0,149 | |
| 3 | Ap max | 0,06 x D | 228 |
|
304 | Fz | 0,028 | 0,036 | 0,044 | 0,060 | 0,073 | 0,084 | 0,105 | 0,113 | 0,121 | 0,137 | |
| 4 | Ap max | 0,06 x D | 171 |
|
285 | Fz | 0,026 | 0,033 | 0,039 | 0,054 | 0,065 | 0,075 | 0,092 | 0,099 | 0,106 | 0,117 | |
| 5 | Ap max | 0,06 x D | 114 |
|
190 | Fz | 0,023 | 0,029 | 0,035 | 0,048 | 0,058 | 0,067 | 0,084 | 0,091 | 0,097 | 0,109 | |
| 6 | Ap max | 0,06 x D | 95 |
|
142,5 | Fz | 0,019 | 0,024 | 0,030 | 0,040 | 0,048 | 0,056 | 0,068 | 0,073 | 0,078 | 0,085 | |
| M | 1 | Ap max | 0,06 x D | 171 |
|
218,5 | Fz | 0,028 | 0,036 | 0,044 | 0,060 | 0,073 | 0,084 | 0,105 | 0,113 | 0,121 | 0,137 |
| 2 | Ap max | 0,06 x D | 114 |
|
152 | Fz | 0,023 | 0,029 | 0,035 | 0,048 | 0,058 | 0,067 | 0,084 | 0,091 | 0,097 | 0,109 | |
| 3 | Ap max | 0,06 x D | 114 |
|
133 | Fz | 0,019 | 0,024 | 0,030 | 0,040 | 0,048 | 0,056 | 0,068 | 0,073 | 0,078 | 0,085 | |
| S | 1 | Ap max | 0,06 x D | 95 |
|
171 | Fz | 0,028 | 0,036 | 0,044 | 0,060 | 0,073 | 0,084 | 0,105 | 0,113 | 0,121 | 0,137 |
| 2 | Ap max | 0,06 x D | 47.5 |
|
95 | Fz | 0,015 | 0,019 | 0,023 | 0,032 | 0,038 | 0,045 | 0,056 | 0,060 | 0,065 | 0,074 | |
| 3 | Ap max | 0,06 x D | 47.5 |
|
76 | Fz | 0,015 | 0,019 | 0,023 | 0,032 | 0,038 | 0,045 | 0,056 | 0,060 | 0,065 | 0,074 | |
| 4 | Ap max | 0,06 x D | 95 |
|
114 | Fz | 0,019 | 0,025 | 0,031 | 0,044 | 0,053 | 0,062 | 0,077 | 0,083 | 0,089 | 0,100 | |
| H | 1 | Ap max | 0,06 x D | 152 |
|
266 | Fz | 0,026 | 0,033 | 0,039 | 0,054 | 0,065 | 0,075 | 0,092 | 0,099 | 0,106 | 0,117 |