Vítejte
Potvrďte své předvolby
Aktualizovat předvolby
Návrhy produktů
Product Family suggestions
Kennametal k vašim službám
Zakaznicke centrum
Vítejte, User Name
Vámi vybraný účet:
Vyskytl se problém s vaším účtem. Kontaktujte prosím zákaznickou podporu.
Účet kupujícího
Změnit účet
Účet pro příjemce zásilky
Změnit účet
- Ovládací panel
- Spravovat objednávky
- Spravovat kanály
- Adresář
-
Oznámení
Označit vše jako přečtené - Změnit heslo
- Můj profil
- Odhlásit se
Položka (položky)
úspěšně přidáno do košíku
Zobrazit košík
Zobrazit košík
Frézujte více za méně s našimi časově omezenými nabídkami!
Nakupujte nyní.
Kennametal k vašim službám
Zakaznicke centrum
Položka (položky)
úspěšně přidáno do košíku
Zobrazit košík
Zobrazit košík
Úprava řešení
Přidání řešení
Název řešení: {{SolutionName}}- Produkty
- /
- RSM II • FSDE .. • Vícebřité s odsazením • Metrické
Sending to SolidCAM in progress...
Downloaded file will be available after import in the SolidCAM tool library.

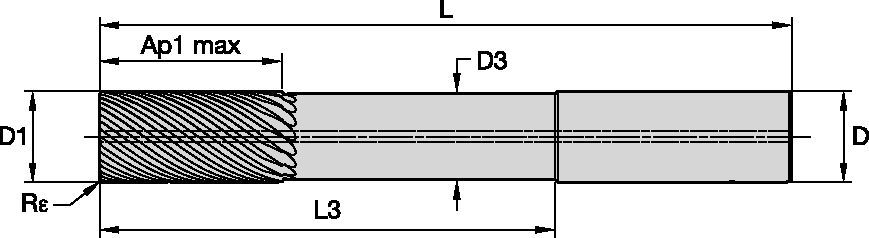
RSM II • FSDE .. • Vícebřité s odsazením • Metrické
RSM II • FSDE.. • Vícebřité s odsazením • Metrické
Vlastnosti a výhody
- Standardní rozměry Kennametal.
- Nelze zavrtávat v ose z.
- Optimalizovaná geometrie pro obrábění titanu.
- Asymetrická geometrie břitu minimalizuje chvění a zajišťuje lepší výsledky obrábění.
- Optimalizované odsazení pro obrábění hlubokých kapes.
Použití
Through Coolant - Solid End Mill
Helix Angle: 36°
Tool Dimensions: Flute Configuration: X (variable)
Corner Style: Corner Radius
Side Milling/Shoulder Milling: Fine Finishing
Side Milling/Shoulder Milling: Finishing
| End Mill Tolerances | |||
| D1 | tolerance e8 | D | tolerance h6 + / - |
| ≤3 | -0,014/-0,028 | ≤3 | +0/-0,006 |
|
|
-0,020/-0,038 |
|
+0/-0,008 |
|
|
-0,025/-0,047 |
|
+0/-0,009 |
|
|
-0,032/-0,059 |
|
+0/-0,011 |
|
|
-0,040/-0,073 |
|
+0/-0,013 |
FSDE.. • Vícebřité s odsazením
 <="" td=""> <="" td=""> |  <="" td=""> <="" td=""> |  <="" td="" /> <="" td="" /> |
||||||||||||
| Side Milling (A) | KC643M | Recommended feed per tooth (fz = mm/th) for side milling (A). | ||||||||||||
| A | Cutting Speed
|
D1
|
||||||||||||
| Material
|
ap | ae | Min | Max | mm | 6.0 | 8.0 | 10.0 | 12.0 | 16.0 | 20.0 | 25.0 | ||
| P | 4 | Ap max | 0.2
|
270 | – | 450 | fz | 0.101 | 0.111 | 0.120 | 0.129 | 0.149 | 0.173 | 0.195 |
| 5 | Ap max | 0.2
|
180 | – | 300 | fz | 0.091 | 0.099 | 0.108 | 0.116 | 0.135 | 0.159 | 0.182 | |
| M | 1 | Ap max | 0.2
|
270 | – | 345 | fz | 0.112 | 0.124 | 0.135 | 0.145 | 0.169 | 0.199 | 0.228 |
| 2 | Ap max | 0.2
|
180 | – | 240 | fz | 0.091 | 0.099 | 0.108 | 0.116 | 0.135 | 0.159 | 0.182 | |
| 3 | Ap max | 0.2
|
180 | – | 210 | fz | 0.076 | 0.084 | 0.090 | 0.096 | 0.110 | 0.128 | 0.142 | |
| S | 1 | Ap max | 0.2
|
150 | – | 270 | fz | 0.112 | 0.124 | 0.135 | 0.145 | 0.169 | 0.199 | 0.228 |
| 2 | Ap max | 0.2
|
150 | – | 270 | fz | 0.112 | 0.124 | 0.135 | 0.145 | 0.169 | 0.199 | 0.228 | |
| 3 | Ap max | 0.2
|
75 | – | 120 | fz | 0.060 | 0.066 | 0.071 | 0.077 | 0.090 | 0.106 | 0.123 | |
| 4 | Ap max | 0.2
|
150 | – | 180 | fz | 0.079 | 0.092 | 0.099 | 0.107 | 0.124 | 0.146 | 0.167 | |
| H | 1 | Ap max | 0.2
|
240 | – | 420 | fz | 0.101 | 0.111 | 0.120 | 0.129 | 0.149 | 0.173 | 0.195 |
| 2 | Ap max | 0.2
|
210 | – | 360 | fz | 0.076 | 0.084 | 0.090 | 0.096 | 0.110 | 0.128 | 0.142 | |
FSDE.. Vícebřité s odsazením • Nejvyšší jakost povrchu
| <="" td=""> | <="" td=""> | <="" td="" /> |
||||||||||||
| Side Milling (A) | KC643M | Recommended feed per tooth (fz = mm/th) for side milling (A). | ||||||||||||
| A | Cutting Speed
|
D1
|
||||||||||||
| Material
|
ap | ae | Min | Max | mm | 6.0 | 8.0 | 10.0 | 12.0 | 16.0 | 20.0 | 25.0 | ||
| P | 4 | Ap max | 0.2
|
135 | – | 495 | fz | 0.101 | 0.111 | 0.120 | 0.129 | 0.149 | 0.163 | 0.166 |
| 5 | Ap max | 0.2
|
90 | – | 330 | fz | 0.091 | 0.099 | 0.108 | 0.116 | 0.135 | 0.150 | 0.155 | |
| M | 1 | Ap max | 0.2
|
135 | – | 380 | fz | 0.112 | 0.124 | 0.135 | 0.145 | 0.169 | 0.187 | 0.193 |
| 2 | Ap max | 0.2
|
90 | – | 264 | fz | 0.091 | 0.099 | 0.108 | 0.116 | 0.135 | 0.150 | 0.155 | |
| 3 | Ap max | 0.2
|
90 | – | 231 | fz | 0.076 | 0.084 | 0.090 | 0.096 | 0.110 | 0.120 | 0.121 | |
| S | 1 | Ap max | 0.2
|
75 | – | 297 | fz | 0.112 | 0.124 | 0.135 | 0.145 | 0.169 | 0.187 | 0.193 |
| 2 | Ap max | 0.2
|
75 | – | 297 | fz | 0.112 | 0.124 | 0.135 | 0.145 | 0.169 | 0.187 | 0.193 | |
| 3 | Ap max | 0.2
|
37.5 | – | 132 | fz | 0.060 | 0.066 | 0.071 | 0.077 | 0.090 | 0.100 | 0.104 | |
| 4 | Ap max | 0.2
|
75 | – | 198 | fz | 0.079 | 0.092 | 0.099 | 0.107 | 0.124 | 0.138 | 0.142 | |
| H | 1 | Ap max | 0.2
|
120 | – | 462 | fz | 0.101 | 0.111 | 0.120 | 0.129 | 0.149 | 0.163 | 0.166 |
| 2 | Ap max | 0.2
|
105 | – | 396 | fz | 0.076 | 0.084 | 0.090 | 0.096 | 0.110 | 0.120 | 0.121 | |
| <="" td=""> | <="" td=""> |  <="" td="" /> <="" td="" /> |
||||||||||||
| Side Milling (A) | K600 | Recommended feed per tooth (fz = mm/th) for side milling (A). | ||||||||||||
| A | Cutting Speed
|
D1
|
||||||||||||
| Material
|
ap | ae | min | max | mm | 6.0 | 8.0 | 10.0 | 12.0 | 16.0 | 20.0 | 25.0 | ||
| P | 4 | Ap max | 0.2
|
68 |
|
248 | fz | 0,101 | 0,111 | 0,120 | 0,129 | 0,149 | 0,163 | 0,166 |
| 5 | Ap max | 0.2
|
45 |
|
165 | fz | 0,091 | 0,099 | 0,108 | 0,116 | 0,135 | 0,150 | 0,155 | |
| M | 1 | Ap max | 0.2
|
68 |
|
190 | fz | 0,112 | 0,124 | 0,135 | 0,145 | 0,169 | 0,187 | 0,193 |
| 2 | Ap max | 0.2
|
45 |
|
132 | fz | 0,091 | 0,099 | 0,108 | 0,116 | 0,135 | 0,150 | 0,155 | |
| 3 | Ap max | 0.2
|
45 |
|
116 | fz | 0,076 | 0,084 | 0,090 | 0,096 | 0,110 | 0,120 | 0,121 | |
| S | 1 | Ap max | 0.2
|
38 |
|
149 | fz | 0,112 | 0,124 | 0,135 | 0,145 | 0,169 | 0,187 | 0,193 |
| 2 | Ap max | 0.2
|
19 |
|
66 | fz | 0,060 | 0,066 | 0,071 | 0,077 | 0,090 | 0,100 | 0,104 | |
| 3 | Ap max | 0.2
|
19 |
|
66 | fz | 0,060 | 0,066 | 0,071 | 0,077 | 0,090 | 0,100 | 0,104 | |
| 4 | Ap max | 0.2
|
38 |
|
99 | fz | 0,079 | 0,092 | 0,099 | 0,107 | 0,124 | 0,138 | 0,142 | |
| H | 1 | Ap max | 0.2
|
60 |
|
231 | fz | 0,101 | 0,111 | 0,120 | 0,129 | 0,149 | 0,163 | 0,166 |
| 2 | Ap max | 0.2
|
53 |
|
198 | fz | 0,076 | 0,084 | 0,090 | 0,096 | 0,110 | 0,120 | 0,121 | |
| <="" td=""> | <="" td=""> | <="" td="" /> |
||||||||||||
| Side Milling (A) | K600 | Recommended feed per tooth (fz = mm/th) for side milling (A). | ||||||||||||
| A | Cutting Speed
|
D1
|
||||||||||||
| Material
|
ap | ae | min | max | mm | 6.0 | 8.0 | 10.0 | 12.0 | 16.0 | 20.0 | 25.0 | ||
| P | 4 | Ap max | 0.2
|
68 |
|
248 | fz | 0,101 | 0,111 | 0,120 | 0,129 | 0,149 | 0,163 | 0,166 |
| 5 | Ap max | 0.2
|
45 |
|
165 | fz | 0,091 | 0,099 | 0,108 | 0,116 | 0,135 | 0,150 | 0,155 | |
| M | 1 | Ap max | 0.2
|
68 |
|
190 | fz | 0,112 | 0,124 | 0,135 | 0,145 | 0,169 | 0,187 | 0,193 |
| 2 | Ap max | 0.2
|
45 |
|
132 | fz | 0,091 | 0,099 | 0,108 | 0,116 | 0,135 | 0,150 | 0,155 | |
| 3 | Ap max | 0.2
|
45 |
|
116 | fz | 0,076 | 0,084 | 0,090 | 0,096 | 0,110 | 0,120 | 0,121 | |
| S | 1 | Ap max | 0.2
|
38 |
|
149 | fz | 0,112 | 0,124 | 0,135 | 0,145 | 0,169 | 0,187 | 0,193 |
| 2 | Ap max | 0.2
|
19 |
|
66 | fz | 0,060 | 0,066 | 0,071 | 0,077 | 0,090 | 0,100 | 0,104 | |
| 3 | Ap max | 0.2
|
19 |
|
66 | fz | 0,060 | 0,066 | 0,071 | 0,077 | 0,090 | 0,100 | 0,104 | |
| 4 | Ap max | 0.2
|
38 |
|
99 | fz | 0,079 | 0,092 | 0,099 | 0,107 | 0,124 | 0,138 | 0,142 | |
| H | 1 | Ap max | 0.2
|
60 |
|
231 | fz | 0,101 | 0,111 | 0,120 | 0,129 | 0,149 | 0,163 | 0,166 |
| 2 | Ap max | 0.2
|
53 |
|
198 | fz | 0,076 | 0,084 | 0,090 | 0,096 | 0,110 | 0,120 | 0,121 | |