
KenCut™ AL • AADE • Radiused • 3 Flutes • Plain Shank • Inch
AADF — 2drážková pro hliník
Vlastnosti a výhody
- Kennametal standard.
- Hladké stopky.
- Poloměr k dispozici skladem.
- Dvouřadé drážkování.
Použití
Ramping: Blank
Slotting: Square End
Side Milling/Shoulder Milling: Square End
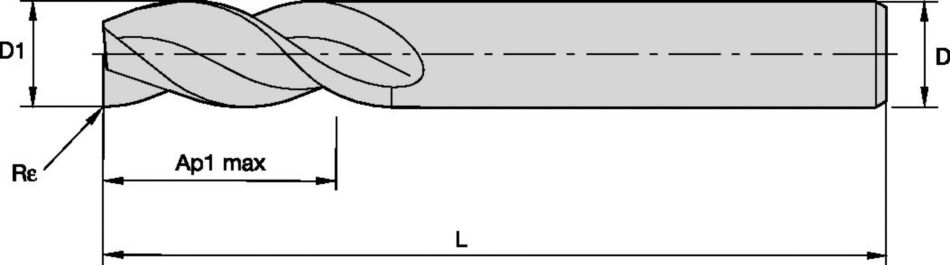
Tool Dimensions: Flute Configuration: 3
Helix Angle: 37°
Corner Style: Corner Radius
Corner Style: Square End
 <="" td="">
<="" td=""> <="" td="">
<="" td=""> <="" td="" />
<="" td="" />