A fluxing agent is commonly used to aid in wetting of the carbide to the steel. This may help mitigate some issues.
However, there are downsides.
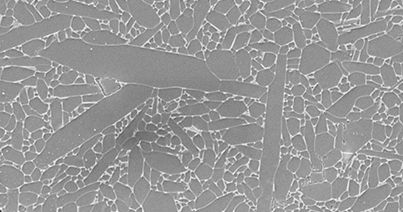
The flux is corrosive and is difficult to evacuate, which results in voids under the tile (as shown in the images below) these voids are very common, and when located at an edge can allow the fluids in the centrifuge to enter and cause accelerated crevice corrosion and ultimately lead to the carbide disbonding from the backing plate.
Wear resistance of the carbide tile is always a concern, and Kennametal has that covered with our industry proven grades, but really the biggest issue we see in the market is tile delamination.
Brazing preparation is a key concern. Oils and other contaminants like surface oxidation on the carbide and steel components can prevent a good bond from forming. You can also have variability in the braze joint and quality of the bond depending on experience of the brazing technicians experience level.