Test #1
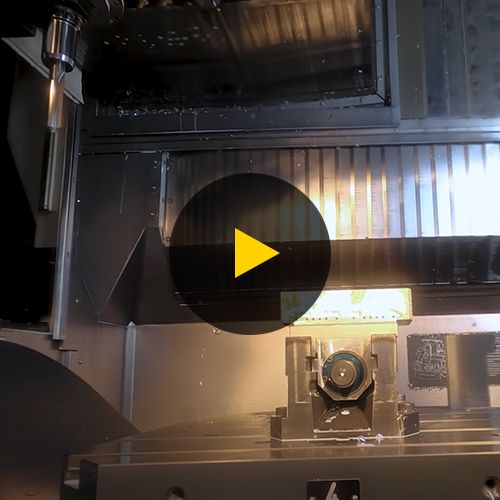
With a depth of cut range of up to 12 millimeters the versatile Mill 4-12KT covers many shorter milling applications which we're about to show you. With that we're using a shell mill adapter with a KM4X63™ connection running on this 25-horsepower machine. We're going to start with a light cut on the periphery of this 3 by 6 inch steel block.
We're doing two passes with an 80 millimeter diameter cutter with seven inserts. Each pass with the following cutting parameters: 3 millimeter axial depth of cut, 20 millimeter radial depth of cut, a feed rate of 0.25 millimeters per tooth and 215 meters per minute cutting speed.
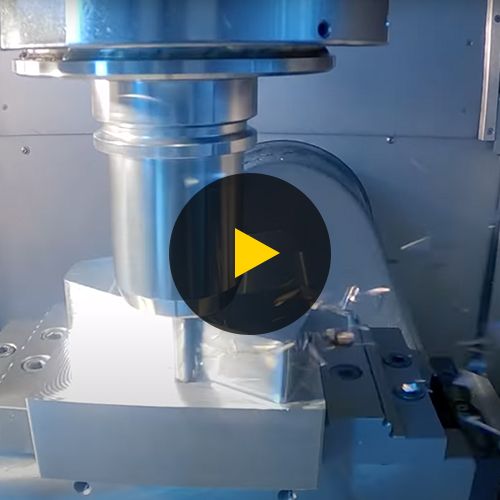
Let's take a look at the surface finish we achieved with that 3 millimeter depth of cut. We're seeing that with these cutting parameters the spindle load is 42%. We should take a look at the metal removal rate that we achieved with this light cut with a 3 millimeter depth of cut, 20 millimeter radial depth of cut, and 1728 millimeters per minute feed rate we achieved a metal removal of 104 cubic centimeters. Next we're going to be doing a heavier cut on the periphery of this steel block with the Mill 4-12KT.