Willkommen
Bestätigen Sie bitte Ihre Präferenzen
Einstellungen aktualisieren
Produktvorschläge
Product Family suggestions
Kennametal steht Ihnen zur Diensten
Hallo, User Name
Das von Ihnen ausgewählte Konto:
Es gibt ein Problem mit Ihrem Konto. Bitte kontaktieren Sie den Kundendienst.
Kundenkonto Konto ändern
Lieferadresse Konto ändern
- Übersicht
- Bestellungen verwalten
- Kanäle verwalten
- Adressbuch
Notifications
Mark all as read- Passwort ändern
- Mein Profil
- Abmelden
Artikel erfolgreich zum Warenkorb hinzugefügt
Warenkorb anzeigen
Warenkorb anzeigen
Mehr fräsern, weniger zahlen – mit unseren zeitlich begrenzten Angeboten. Jetzt bestellen.
Kennametal steht Ihnen zur Diensten
Artikel erfolgreich zum Warenkorb hinzugefügt
Warenkorb anzeigen
Warenkorb anzeigen
Lösung bearbeiten
Lösung hinzufügen
Lösungsname:{{SolutionName}}- Produkte
- /
- 7792VXP06 Zylinderschaft • Metrisch
Sending to {{cadTool}} in progress...
Downloaded file will be available after import in the {{cadTool}} tool library.

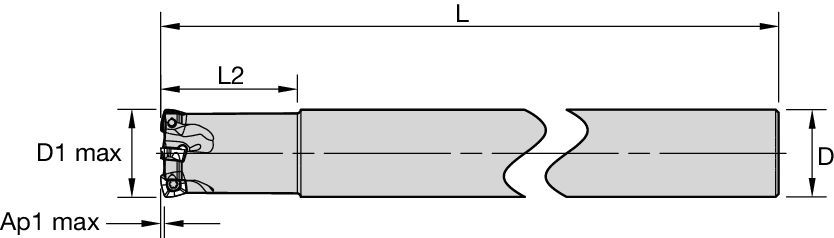
7792VXP06 Zylinderschaft • Metrisch
Schaftfräser • Zylinderschaft
Features and benefits
- Schaffung einer hervorragenden Oberflächengüte mit integrierter Planfase
- Maximales Zeitspanungsvolumen
- Geeignet für die Zerspanung von warmfesten Legierungen und Titan
Uses and application
Spiral Circular
Slotting: Shoulder
Planfräsen
Spiralförmiges Interpolieren
Schräg-Eintauchfräsen Ins Volle
Zylinderschaft – ohne Spannfläche
Fräsen – Innere Kühlmittelzuführung
Auskammern
Senken
Tauchfräsen: Kugelkopf / Vollradius
Inclined Square End Mill
| 7792 Series • IC06 • Insert Selection Guide | ||||||
| Material Group | Light | General | Heavy | |||
| – | (Light geometry) | – | (Strong geometry) | |||
| – | wear |  | toughness | |||
| – | Geometry | Grade | Geometry | Grade | Geometry | Grade |
| P1-P2 | ...M41 | KCPM40 | ...D41 | SP6519 | ...D41 | X400 |
| P3-P4 | ...M41 | KCPM40 | …D | KC522M | …D | KCPM40 |
| P5-P6 | ...M41 | KCPM40 | ...D41 | X500 | ...D41 | X500 |
| M1-M2 | ...M41 | KCSM40 | ...D41 | KCSM40 | ...D41 | KCSM40 |
| M3 | ...M41 | KCSM40 | ...D41 | KCSM40 | ...D41 | KCSM40 |
| K1-K2 | …D | KCPK30 | …D | KCPK30 | …D | KCPK30 |
| K3 | …D | KCPK30 | …D | KCPK30 | …D | KCPK30 |
| N1-N2 | – | – | – | – | – | – |
| N3 | – | – | – | – | – | – |
| S1-S2 | ...M41 | KCSM40 | ...D41 | KCSM40 | ...D41 | KCSM40 |
| S3 | ...M41 | KCSM40 | ...D41 | KCSM40 | ...D41 | KCSM40 |
| S4 | ...M41 | KCSM40 | ...D41 | KCSM40 | ...D41 | KCSM40 |
| H1 | …D | KCKP10 | …D | KCKP10 | …D | KCPM40 |
Bei einer axialen Schnitttiefe von 0,90 (ap)
| 7792 Series • IC06 • Recommended Starting Feeds [mm/th] | |||||||
| Insert Geometry | Recommended Starting Feed per Tooth (Fz) in Relation to % of Radial Engagement (ae) | ||||||
| DOC | 30% | 40–100% | |||||
| (mm) | L | M | H | L | M | H | |
| .S..D | 0,9 | 0,31 | 0,62 | 0,92 | 0,28 | 0,56 | 0,84 |
| .S..D | 0,6 | 0,35 | 0,70 | 1,04 | 0,32 | 0,64 | 0,94 |
| .S..D | 0,5 | 0,38 | 0,75 | 1,12 | 0,34 | 0,69 | 1,02 |
| .E..D41 | 0,9 | 0,17 | 0,46 | 0,77 | 0,16 | 0,42 | 0,70 |
| .E..D41 | 0,6 | 0,19 | 0,52 | 0,87 | 0,18 | 0,48 | 0,79 |
| .E..D41 | 0,5 | 0,21 | 0,56 | 0,94 | 0,19 | 0,52 | 0,85 |
| .E..M41 | 0,8 | 0,17 | 0,46 | 0,77 | 0,16 | 0,42 | 0,70 |
| .E..M41 | 0,6 | 0,19 | 0,52 | 0,87 | 0,18 | 0,48 | 0,79 |
| .E..M41 | 0,5 | 0,21 | 0,56 | 0,94 | 0,19 | 0,52 | 0,85 |
| L = Light Machining; M = Medium Machining; H = Heavy Machining NOTE: Use Light Machining values as starting feed rate. | |||||||
Bei einer axialen Schnitttiefe von 0,70 (ap)
| Light | General | Heavy |
Bei einer axialen Schnitttiefe von 0,60 (ap)
| Insert Geometry | Recommended Starting Feed per Tooth (Fz) in Relation to % of Radial Engagement (ae) | Insert Geometry | ||||||||||||||
| 5% | 10% | 20% | 30% | 40–100% | ||||||||||||
| .E..D41 | 0,42 | 1,21 | 2,20 | 0,30 | 0,83 | 1,41 | 0,22 | 0,60 | 1,01 | 0,19 | 0,52 | 0,87 | 0,18 | 0,48 | 0,79 | .E..D41 |
| .S..D | 0,78 | 1,68 | 2,79 | 0,55 | 1,12 | 1,71 | 0,40 | 0,81 | 1,21 | 0,35 | 0,70 | 1,04 | 0,32 | 0,64 | 0,94 | .S..D |
Bei einer axialen Schnitttiefe von 0,25 (ap)
| Insert Geometry | Recommended Starting Feed per Tooth (Fz) in Relation to % of Radial Engagement (ae) | Insert Geometry | ||||||||||||||
| 5% | 10% | 20% | 30% | 40–100% | ||||||||||||
| .E..D41 | 0,46 | 1,32 | 2,43 | 0,32 | 0,89 | 1,53 | 0,24 | 0,65 | 1,09 | 0,21 | 0,56 | 0,94 | 0,19 | 0,52 | 0,85 | .E..D41 |
| .S..D | 0,84 | 1,84 | 3,12 | 0,59 | 1,21 | 1,85 | 0,43 | 0,87 | 1,30 | 0,38 | 0,75 | 1,12 | 0,34 | 0,69 | 1,02 | .S..D |
| Insert Geometry | Recommended Starting Feed per Tooth (Fz) in Relation to % of Radial Engagement (ae) | Insert Geometry | |||||||||||
| 10% | 20% | 30% | 40–100% | ||||||||||
| ...D41 | ...D41 | ||||||||||||
| …D | …D | ||||||||||||
Vorschubempfehlung • Tauchfräsen • IC 06 • fz [mm/Zahn]
| 7792 Series • IC06 • Recommended Starting Feeds for Plunging [mm/th] | ||||
| Insert Geometry |  | Programmed Feed per Tooth (fz) | ||
| L | M | H | ||
| .S..D | 0,10 | 0,20 | 0,30 | |
| .E..D41 | 0,06 | 0,15 | 0,25 | |
| .E..M41 | 0,06 | 0,15 | 0,25 | |
| L = Light Machining; M = Medium Machining; H = Heavy Machining NOTE: Use Light Machining values as starting feed rate. | ||||
| Light | General | Heavy |
Empfohlene Startwerte für Schnittgeschwindigkeiten [m/min]
| 7792 Series IC06 • Recommended Starting Speed [m/min] | |||||||||||||||||||||||||||||||
| Grade | KC510M | KC522M | KCPK30 | KCKP10 | KCPM40 | KCSM40 | SP6519 | SC6525 | X400 | X500 | |||||||||||||||||||||
| Chip Thickness hex mm | Min | Max | Min | Max | Min | Max | Min | Max | Min | Max | Min | Max | Min | Max | Min | Max | Min | Max | Min | Max | |||||||||||
| Material Group | Max | Start | Min | Max | Start | Min | Max | Start | Min | Max | Start | Min | Max | Start | Min | Max | Start | Min | Max | Start | Min | Max | Start | Min | Max | Start | Min | Max | Start | Min | |
| P | 1 | – | – | – | 330 | 285 | 270 | 455 | 395 | 370 | 300 | 295 | 260 | 295 | 260 | 245 | 350 | 320 | 300 | 295 | 215 | 130 | 371 | 254 | 142 | 260 | 190 | 120 | 270 | 200 | 130 |
| 2 | – | – | – | 275 | 240 | 200 | 280 | 255 | 230 | 310 | 275 | 240 | 250 | 215 | 180 | 300 | 270 | 220 | 260 | 190 | 115 | 325 | 225 | 121 | 230 | 170 | 105 | 240 | 280 | 115 | |
| 3 | – | – | – | 255 | 215 | 175 | 255 | 230 | 205 | 275 | 240 | 205 | 230 | 195 | 160 | 280 | 240 | 195 | 230 | 165 | 100 | 292 | 200 | 104 | 200 | 150 | 95 | 210 | 155 | 100 | |
| 4 | 245 | 200 | 170 | 225 | 185 | 150 | 225 | 185 | 160 | 240 | 205 | 160 | 205 | 170 | 135 | 240 | 205 | 165 | 175 | 125 | 75 | 208 | 146 | 79 | 150 | 110 | 70 | 160 | 120 | 75 | |
| 5 | – | – | – | 185 | 170 | 150 | 190 | 170 | 150 | 205 | 160 | 125 | 170 | 155 | 135 | 200 | 180 | 160 | 140 | 105 | 70 | 158 | 121 | 79 | – | – | – | 130 | 100 | 70 | |
| 6 | – | – | – | 165 | 125 | 100 | 160 | 135 | 110 | 160 | 125 | 110 | 150 | 115 | 90 | 180 | 140 | 100 | 120 | 85 | 50 | 142 | 100 | 58 | – | – | – | 110 | 80 | 50 | |
| M | 1 | – | – | – | 205 | 180 | 165 | 205 | 185 | 155 | – | – | – | 195 | 170 | 155 | 260 | 210 | 185 | 270 | 195 | 115 | 192 | 154 | 121 | – | – | – | 250 | 185 | 115 |
| 2 | – | – | – | 185 | 160 | 130 | 185 | 160 | 140 | – | – | – | 175 | 150 | 125 | 235 | 180 | 145 | 235 | 170 | 105 | 258 | 183 | 108 | – | – | – | 220 | 160 | 100 | |
| 3 | – | – | – | 140 | 120 | 95 | 145 | 130 | 115 | – | – | – | 130 | 115 | 90 | 175 | 145 | 110 | 195 | 140 | 85 | 208 | 150 | 92 | – | – | – | 180 | 130 | 80 | |
| K | 1 | 295 | 265 | 240 | 230 | 205 | 185 | 295 | 265 | 240 | 410 | 330 | 240 | – | – | – | – | – | – | – | – | – | 392 | 271 | 146 | – | – | – | – | – | – |
| 2 | 230 | 205 | 190 | 180 | 160 | 150 | 235 | 210 | 190 | 280 | 245 | 190 | – | – | – | – | – | – | – | – | – | 304 | 208 | 117 | – | – | – | – | – | – | |
| 3 | 195 | 175 | 160 | 150 | 135 | 120 | 195 | 175 | 160 | 240 | 195 | 160 | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | |
| N | 1 | 640 | 570 | 525 | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – |
| 2 | 580 | 535 | 490 | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | |
| 3 | 580 | 535 | 490 | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | |
| S | 1 | – | – | – | 40 | 35 | 25 | – | – | – | – | – | – | 40 | 35 | 30 | 50 | 40 | 25 | 55 | 40 | 20 | – | – | – | – | – | – | 45 | 35 | 25 |
| 2 | – | – | – | 40 | 35 | 25 | – | – | – | – | – | – | 40 | 35 | 30 | 55 | 40 | 25 | 45 | 35 | 20 | – | – | – | – | – | – | 45 | 30 | 20 | |
| 3 | – | – | – | 50 | 40 | 25 | – | – | – | – | – | – | 50 | 40 | 30 | 65 | 45 | 30 | 55 | 40 | 25 | – | – | – | – | – | – | 50 | 40 | 25 | |
| 4 | – | – | – | 50 | 45 | 35 | 50 | 45 | 35 | – | – | – | 55 | 50 | 35 | 75 | 60 | 40 | 80 | 55 | 35 | – | – | – | – | – | – | 60 | 50 | 35 | |
| H | 1 | 130 | 105 | 80 | 120 | 90 | 70 | – | – | – | 140 | 110 | 90 | – | – | – | – | – | – | – | – | – | – | – | – | 95 | 70 | 45 | – | – | – |
| 2 | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | 80 | 60 | 35 | – | – | – | |
| Recommended Starting Speed are pointing to 90° Shoulder Milling . Starting Speed for Face and Copy Milling can be Increased by 20 %. As the average chip thickness increases, speed should be decreased. Material groups P, M, K and H show recommended starting speeds for dry machining. For wet machining, reduce speed by 20%. Material groups N and S show recommended starting speeds for wet machining. Not recommended for dry machining. | |||||||||||||||||||||||||||||||
| 7792 Series IC06 • Recommended Starting Speed [SFM] | |||||||||||||||||||||||||||||||
| Grade | KC510M | KC522M | KCPK30 | KCKP10 | KCPM40 | KCSM40 | SP6519 | SC6525 | X400 | X500 | |||||||||||||||||||||
| Chip Thickness hex Inch | Min | Max | Min | Max | Min | Max | Min | Max | Min | Max | Min | Max | Min | Max | Min | Max | Min | Max | Min | Max | |||||||||||
| Material Group | Max | Start | Min | Max | Start | Min | Max | Start | Min | Max | Start | Min | Max | Start | Min | Max | Start | Min | Max | Start | Min | Max | Start | Min | Max | Start | Min | Max | Start | Min | |
| P | 1 | – | – | – | 1085 | 935 | 885 | 1495 | 1295 | 1215 | 985 | 970 | 855 | 970 | 855 | 805 | 1150 | 1050 | 985 | 970 | 705 | 425 | 1217 | 833 | 458 | 855 | 625 | 395 | 885 | 655 | 425 |
| 2 | – | – | – | 900 | 785 | 655 | 920 | 835 | 755 | 1015 | 900 | 785 | 820 | 705 | 590 | 985 | 885 | 720 | 855 | 625 | 375 | 1067 | 742 | 396 | 755 | 560 | 345 | 785 | 920 | 375 | |
| 3 | – | – | – | 835 | 705 | 575 | 835 | 755 | 675 | 900 | 785 | 675 | 755 | 640 | 525 | 920 | 785 | 640 | 755 | 540 | 330 | 950 | 654 | 346 | 655 | 490 | 310 | 690 | 510 | 330 | |
| 4 | 805 | 655 | 560 | 740 | 605 | 490 | 740 | 605 | 525 | 785 | 675 | 525 | 675 | 560 | 445 | 785 | 675 | 540 | 575 | 410 | 245 | 692 | 475 | 258 | 490 | 360 | 230 | 525 | 395 | 245 | |
| 5 | – | – | – | 605 | 560 | 490 | 625 | 560 | 490 | 675 | 525 | 410 | 560 | 510 | 445 | 655 | 590 | 525 | 460 | 345 | 230 | 525 | 396 | 258 | – | – | – | 425 | 330 | 230 | |
| 6 | – | – | – | 540 | 410 | 330 | 525 | 445 | 360 | 525 | 410 | 360 | 490 | 375 | 295 | 590 | 460 | 330 | 395 | 280 | 165 | 458 | 329 | 196 | – | – | – | 360 | 260 | 165 | |
| M | 1 | – | – | – | 675 | 590 | 540 | 675 | 605 | 510 | – | – | – | 640 | 560 | 510 | 855 | 690 | 605 | 885 | 640 | 375 | 625 | 508 | 396 | – | – | – | 820 | 605 | 375 |
| 2 | – | – | – | 605 | 525 | 425 | 605 | 525 | 460 | – | – | – | 575 | 490 | 410 | 770 | 590 | 475 | 770 | 560 | 345 | 854 | 604 | 358 | – | – | – | 720 | 525 | 330 | |
| 3 | – | – | – | 460 | 395 | 310 | 475 | 425 | 375 | – | – | – | 425 | 375 | 295 | 575 | 475 | 360 | 640 | 460 | 280 | 692 | 492 | 296 | – | – | – | 590 | 425 | 260 | |
| K | 1 | 970 | 870 | 785 | 755 | 675 | 605 | 970 | 870 | 785 | 1345 | 1085 | 785 | – | – | – | – | – | – | – | – | – | 1279 | 883 | 475 | – | – | – | – | – | – |
| 2 | 755 | 675 | 625 | 590 | 525 | 490 | 770 | 690 | 625 | 920 | 805 | 625 | – | – | – | – | – | – | – | – | – | 1000 | 692 | 375 | – | – | – | – | – | – | |
| 3 | 640 | 575 | 525 | 490 | 445 | 395 | 640 | 575 | 525 | 785 | 640 | 525 | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | |
| N | 1 | 2100 | 1870 | 1725 | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – |
| 2 | 1905 | 1755 | 1610 | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | |
| 3 | 1905 | 1755 | 1610 | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | |
| S | 1 | – | – | – | 130 | 115 | 80 | – | – | – | – | – | – | 130 | 115 | 100 | 165 | 130 | 80 | 180 | 130 | 65 | – | – | – | – | – | – | 150 | 115 | 80 |
| 2 | – | – | – | 130 | 115 | 80 | – | – | – | – | – | – | 130 | 115 | 100 | 180 | 130 | 80 | 150 | 115 | 65 | – | – | – | – | – | – | 150 | 100 | 65 | |
| 3 | – | – | – | 165 | 130 | 80 | – | – | – | – | – | – | 165 | 130 | 100 | 215 | 150 | 100 | 180 | 130 | 80 | – | – | – | – | – | – | 165 | 130 | 80 | |
| 4 | – | – | – | 165 | 150 | 115 | 165 | 150 | 115 | – | – | – | 180 | 165 | 115 | 245 | 195 | 130 | 260 | 180 | 115 | – | – | – | – | – | – | 195 | 165 | 115 | |
| H | 1 | 425 | 345 | 260 | 395 | 295 | 230 | – | – | – | 460 | 360 | 295 | – | – | – | – | – | – | – | – | – | – | – | – | 310 | 230 | 150 | – | – | – |
| 2 | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | 260 | 195 | 115 | – | – | – | |
| Recommended Starting Speed are pointing to 90° Shoulder Milling . Starting Speed for Face and Copy Milling can be Increased by 20 %. As the average chip thickness increases, speed should be decreased. Material groups P, M, K and H show recommended starting speeds for dry machining. For wet machining, reduce speed by 20%. Material groups N and S show recommended starting speeds for wet machining. Not recommended for dry machining. | |||||||||||||||||||||||||||||||