
KenCut™ RR • F3BH-F4BJ-F5BJ-WSMLX • Gefast • 3–5 Flutes • Weldon® Schaft • Metrisch
KenCut™ RR Vollhartmetall-Schaftfräser zum Schruppen von Stählen, nicht rostendem Stahl, Gusseisen
Features and benefits
- Zentrales Schneiden für Eintauch- und Rampenarbeiten.
- Vollhartmetallfräser mit Kordelprofil, für niedrige Schnittkräfte und geringe Leistungsaufnahme.
Uses and application
Schräg-Eintauchfräsen Ins Volle
Nutenfräsen: Ebene Stirnfläche
Umfangfräsen/Schulterfräsen: Ebene Stirnfläche
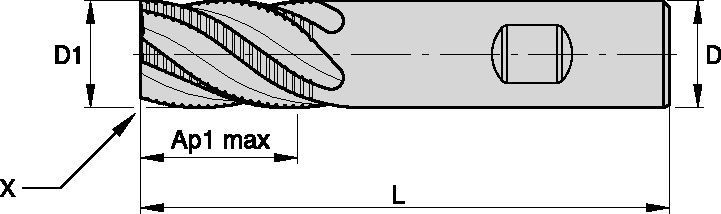
Werkzeugabmessungen: Schneidreihen: X (variabel)
Spiralwinkel: 20°
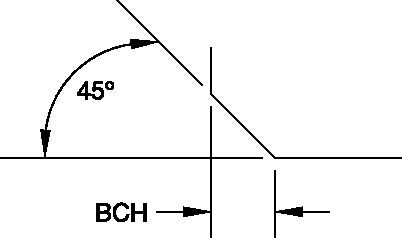
Schneideckenausführung: Eckenfase
 <="" td="">
<="" td=""> <="" td="">
<="" td="">