Willkommen
Bestätigen Sie bitte Ihre Präferenzen
Einstellungen aktualisieren
Produktvorschläge
Product Family suggestions
Kennametal steht Ihnen zur Diensten
Hallo, User Name
Das von Ihnen ausgewählte Konto:
Es gibt ein Problem mit Ihrem Konto. Bitte kontaktieren Sie den Kundendienst.
Kundenkonto
Konto ändern
Lieferadresse
Konto ändern
- Übersicht
- Bestellungen verwalten
- Kanäle verwalten
- Adressbuch
-
Notifications
Mark all as read - Passwort ändern
- Mein Profil
- Abmelden
Artikel
erfolgreich zum Warenkorb hinzugefügt
Warenkorb anzeigen
Warenkorb anzeigen
Beginnen Sie das Jahr 2024 mit phänomenalen Einsparungen bei Bohrwerkzeugen.
Jetzt bestellen.
Kennametal steht Ihnen zur Diensten
Artikel
erfolgreich zum Warenkorb hinzugefügt
Warenkorb anzeigen
Warenkorb anzeigen
Lösung bearbeiten
Lösung hinzufügen
Lösungsname: {{SolutionName}}- Produkte
- /
- Wendeschneidplatten für Mill 1-14™ • EDCT-F.LDJ
Sending to SolidCAM in progress...
Downloaded file will be available after import in the SolidCAM tool library.

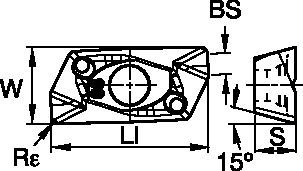
Wendeschneidplatten für Mill 1-14™ • EDCT-F.LDJ
Wendeschneidplatten
Features and benefits
- Schruppen und Schlichten von Aluminiumlegierungen
- Umfangsseitig geschliffen und polierte Spanfläche
- Perfekte Oberflächengüte.
- Ap1 max. = 0,551" (14 mm).
Auswahlhilfe für Wendeschneidplatten
| Werkstoffgruppe | Leichte Bearbeitung | Allgemeine Anwendung | Schruppbearbeitung | |||
| – | (Leicht schneidende Geometrie) | – | (Stabile Geometrie) | |||
| – | Verschleiß- festigkeit |  <="" td=""> <="" td=""> | Zähigkeit | |||
| – | Geometrie | Sorte | Geometrie | Sorte | Geometrie | Sorte |
| P1–P2 | .E..GD | KCPM40 | .S..GD2 | KCPM40 | .E..HD2 | KCPM40 |
| P3–P4 | .E..GD | KCPM40 | .S..GD2 | KCPK30 | .E..HD2 | KCPK30 |
| P5–P6 | .E..GD | KC725M | .S..GD2 | KC725M | .E..HD2 | KC725M |
| M1–M2 | .E..LD | KC522M | .E..GD | KCSM40 | .E..HD2 | KC522M |
| M3 | .E..GD | KCSM40 | .S..GD2 | KCPM40 | .E..HD2 | KCPM40 |
| K1–K2 | .S..GD2 | KC520M | .E..HD2 | KC520M | .E..HD2 | KCK15 |
| K3 | .S..GD2 | KC520M | .E..HD2 | KC520M | .E..HD2 | KCK15 |
| N1–N2 | .F..LDJ | KC410M | .F..LDJ | KC410M | .E..LDJ | KC422M |
| N3 | .F..LDJ | KC410M | .F..LDJ | KC410M | .F..LDJ | KC410M |
| S1–S2 | .E..GD | KC725M | .S..GD2 | KC725M | .E..HD2 | KC725M |
| S3 | .E..GD | KCSM40 | .S..GD2 | KC725M | .E..HD2 | KC725M |
| S4 | .E..GD | KCSM40 | .S..GD2 | KC725M | .E..HD2 | KC522M |
| H1 | – | – | – | – | – | – |
Insert Selection Guide
| Werkstoffgruppe | Leichte Bearbeitung | Allgemeine Anwendung | Schruppbearbeitung | |||
| – | (Leicht schneidende Geometrie) | (Stabile Geometrie) | ||||
| – | Verschleiß- festigkeit | <="" td=""> | Zähigkeit | |||
| – | Geometrie | Sorte | Geometrie | Sorte | Geometrie | Sorte |
| P1–P2 | .E..GD | KCPM40 | .S..GD2 | KCPM40 | .E..HD2 | KCPM40 |
| P3–P4 | .E..GD | KCPM40 | .S..GD2 | KCPK30 | .E..HD2 | KCPK30 |
| P5–P6 | .E..GD | KC725M | .S..GD2 | KC725M | .E..HD2 | KC725M |
| M1–M2 | .E..LD | KC522M | .E..GD | KCSM40 | .E..HD2 | KC522M |
| M3 | .E..GD | KCSM40 | .S..GD2 | KCPM40 | .E..HD2 | KCPM40 |
| K1–K2 | .S..GD2 | KC520M | .E..HD2 | KC520M | .E..HD2 | KCK15 |
| K3 | .S..GD2 | KC520M | .E..HD2 | KC520M | .E..HD2 | KCK15 |
| N1–N2 | .F..LDJ | KC410M | .F..LDJ | KC410M | .E..LDJ | KC422M |
| N3 | .F..LDJ | KC410M | .F..LDJ | KC410M | .F..LDJ | KC410M |
| S1–S2 | .E..GD | KC725M | .S..GD2 | KC725M | .E..HD2 | KC725M |
| S3 | .E..GD | KCSM40 | .S..GD2 | KC725M | .E..HD2 | KC725M |
| S4 | .E..GD | KCSM40 | .S..GD2 | KC725M | .E..HD2 | KC522M |
| H1 | – | – | – | – | – | – |
Empfohlene Startwerte für Vorschübe [mm]
| Mill 1-14™ • Recommended Starting Feeds [mm] | |||||||||||||||
| Insert Geometry | Recommended Starting Feed per Tooth (Fz) in Relation to % of Radial Engagement (ae) | ||||||||||||||
| 5% | 10% | 20% | 30% | 40–100% | |||||||||||
| L | M | H | L | M | H | L | M | H | L | M | H | L | M | H | |
| .F..LDJ | 0,12 | 0,46 | 0,82 | 0,08 | 0,33 | 0,59 | 0,06 | 0,25 | 0,44 | 0,06 | 0,22 | 0,38 | 0,05 | 0,20 | 0,35 |
| .E..LDJ | 0,12 | 0,47 | 0,82 | 0,08 | 0,34 | 0,59 | 0,06 | 0,26 | 0,44 | 0,06 | 0,22 | 0,39 | 0,05 | 0,20 | 0,35 |
| .E..LD | 0,12 | 0,46 | 0,81 | 0,09 | 0,33 | 0,58 | 0,07 | 0,25 | 0,43 | 0,06 | 0,22 | 0,38 | 0,05 | 0,20 | 0,35 |
| .E..GD | 0,17 | 0,52 | 0,89 | 0,12 | 0,38 | 0,64 | 0,09 | 0,28 | 0,48 | 0,08 | 0,24 | 0,42 | 0,07 | 0,22 | 0,38 |
| .S..GE | 0,23 | 0,51 | 0,89 | 0,17 | 0,37 | 0,64 | 0,13 | 0,27 | 0,48 | 0,11 | 0,24 | 0,42 | 0,10 | 0,22 | 0,38 |
| .S..GD | 0,23 | 0,50 | 0,88 | 0,17 | 0,36 | 0,63 | 0,13 | 0,27 | 0,47 | 0,11 | 0,24 | 0,41 | 0,10 | 0,22 | 0,38 |
| .S..GD2 | 0,23 | 0,50 | 0,88 | 0,17 | 0,36 | 0,63 | 0,13 | 0,27 | 0,47 | 0,11 | 0,24 | 0,41 | 0,10 | 0,22 | 0,38 |
| .E..HD | 0,23 | 0,59 | 0,95 | 0,17 | 0,43 | 0,68 | 0,13 | 0,32 | 0,51 | 0,11 | 0,28 | 0,44 | 0,10 | 0,25 | 0,41 |
| .E..HD2 | 0,21 | 0,59 | 0,95 | 0,15 | 0,43 | 0,68 | 0,11 | 0,32 | 0,51 | 0,10 | 0,28 | 0,44 | 0,09 | 0,25 | 0,41 |
| L = Light Machining; M = Medium Machining; H = Heavy Machining NOTE: Use Light Machining values as starting feed rate. | |||||||||||||||
| Light
|
General
|
Heavy
|
Empfohlene Startwerte für Vorschübe [mm]
| Schneidkörper- Geometrie | Empfohlener Start-Vorschub pro Zahn (fz) im Verhältnis zur radialen Schnitttiefe (ae) in % | Schneidkörper- Geometrie | ||||||||||||||
| 5% | 10% | 20% | 30% | 40–100% | ||||||||||||
| .F..LDJ | 0,12 | 0,46 | 0,82 | 0,08 | 0,33 | 0,59 | 0,06 | 0,25 | 0,44 | 0,06 | 0,22 | 0,38 | 0,05 | 0,20 | 0,35 | .F..LDJ |
| .E..LDJ | 0,12 | 0,47 | 0,82 | 0,08 | 0,34 | 0,59 | 0,06 | 0,26 | 0,44 | 0,06 | 0,22 | 0,39 | 0,05 | 0,20 | 0,35 | .E..LDJ |
| .E..LD | 0,12 | 0,46 | 0,81 | 0,09 | 0,33 | 0,58 | 0,07 | 0,25 | 0,43 | 0,06 | 0,22 | 0,38 | 0,05 | 0,20 | 0,35 | .E..LD |
| .E..GD | 0,17 | 0,52 | 0,89 | 0,12 | 0,38 | 0,64 | 0,09 | 0,28 | 0,48 | 0,08 | 0,24 | 0,42 | 0,07 | 0,22 | 0,38 | .E..GD |
| .S..GE | 0,23 | 0,51 | 0,89 | 0,17 | 0,37 | 0,64 | 0,13 | 0,27 | 0,48 | 0,11 | 0,24 | 0,42 | 0,10 | 0,22 | 0,38 | .S..GE |
| .S..GD | 0,23 | 0,50 | 0,88 | 0,17 | 0,36 | 0,63 | 0,13 | 0,27 | 0,47 | 0,11 | 0,24 | 0,41 | 0,10 | 0,22 | 0,38 | .S..GD |
| .S..GD2 | 0,23 | 0,50 | 0,88 | 0,17 | 0,36 | 0,63 | 0,13 | 0,27 | 0,47 | 0,11 | 0,24 | 0,41 | 0,10 | 0,22 | 0,38 | .S..GD2 |
| .E..HD | 0,23 | 0,59 | 0,95 | 0,17 | 0,43 | 0,68 | 0,13 | 0,32 | 0,51 | 0,11 | 0,28 | 0,44 | 0,10 | 0,25 | 0,41 | .E..HD |
| .E..HD2 | 0,21 | 0,59 | 0,95 | 0,15 | 0,43 | 0,68 | 0,11 | 0,32 | 0,51 | 0,10 | 0,28 | 0,44 | 0,09 | 0,25 | 0,41 | .E..HD2 |
| Leichte Bearbeitung | Allgemeine Anwendung | Schruppbearbeitung |
Recommended Starting Feeds [IPT]
| Schneidkörper- Geometrie | Empfohlener Start-Vorschub pro Zahn (fz) im Verhältnis zur radialen Schnitttiefe (ae) in % | Schneidkörper- Geometrie | ||||||||||||||
| 5% | 10% | 20% | 30% | 40–100% | ||||||||||||
| .F..LDJ | .005 | .019 | .033 | .003 | .013 | .023 | .003 | .010 | .018 | .002 | .009 | .015 | .002 | .008 | .014 | .F..LDJ |
| .E..LDJ | .005 | .019 | .033 | .003 | .014 | .024 | .003 | .010 | .018 | .002 | .009 | .015 | .002 | .008 | .014 | .E..LDJ |
| .E..LD | .005 | .018 | .032 | .004 | .013 | .023 | .003 | .010 | .017 | .002 | .009 | .015 | .002 | .008 | .014 | .E..LD |
| .E..GD | .007 | .020 | .035 | .005 | .015 | .025 | .004 | .011 | .019 | .003 | .010 | .016 | .003 | .009 | .015 | .E..GD |
| .S..GE | .009 | .020 | .035 | .007 | .014 | .025 | .005 | .011 | .019 | .004 | .009 | .017 | .004 | .009 | .015 | .S..GE |
| .S..GD | .009 | .020 | .035 | .007 | .014 | .025 | .005 | .011 | .019 | .004 | .009 | .016 | .004 | .009 | .015 | .S..GD |
| .S..GD2 | .009 | .020 | .035 | .007 | .014 | .025 | .005 | .011 | .019 | .004 | .009 | .016 | .004 | .009 | .015 | .S..GD2 |
| .E..HD | .009 | .023 | .037 | .007 | .017 | .027 | .005 | .013 | .020 | .004 | .011 | .017 | .004 | .010 | .016 | .E..HD |
| .E..HD2 | .008 | .023 | .037 | .006 | .017 | .027 | .004 | .013 | .020 | .004 | .011 | .017 | .004 | .010 | .016 | .E..HD2 |
| Leichte Bearbeitung | Allgemeine Anwendung | Schruppbearbeitung |
Empfohlene Startwerte für Schnittgeschwindigkeit [m/min]
| Mill 1-14™ • Recommended Starting Speed [m/min] | ||||||||||||||||||||||||||||||||
| D = Dry Machining W = Wet Machining Y = Yes N = No Y, -20% = Yes, but reduce speed by 20% | KC410M | KC422M | KC522M | KC725M | KCK15 | KCK20B | KCPK30 | KCPM40 | KCSM30 | KCSM40 | ||||||||||||||||||||||
| Chip Thickness hex mm | Min | Max | Min | Max | Min | Max | Min | Max | Min | Max | Min | Max | Min | Max | Min | Max | Min | Max | Min | Max | ||||||||||||
| D | W | Cutting Speed (m/min) | Max | Start | Min | Max | Start | Min | Start | Start | Min | Start | Start | Min | Start | Start | Min | Start | Start | Min | Start | Start | Min | Start | Start | Min | Start | Start | Min | Start | Start | Min |
| P | ||||||||||||||||||||||||||||||||
| Y | Y, -20% | 1 | – | – | – | – | – | – | 330 | 285 | 270 | 260 | 230 | 215 | – | – | – | – | – | – | 455 | 395 | 370 | 295 | 260 | 245 | 370 | 320 | 300 | 350 | 320 | 300 |
| Y | Y, -20% | 2 | – | – | – | – | – | – | 275 | 240 | 200 | 220 | 190 | 160 | – | – | – | – | – | – | 280 | 255 | 230 | 250 | 215 | 180 | 305 | 270 | 220 | 300 | 270 | 220 |
| Y | Y, -20% | 3 | – | – | – | – | – | – | 255 | 215 | 175 | 200 | 170 | 140 | – | – | – | – | – | – | 255 | 230 | 205 | 230 | 195 | 160 | 285 | 240 | 195 | 280 | 240 | 195 |
| Y | Y, -20% | 4 | – | – | – | – | – | – | 225 | 185 | 150 | 180 | 150 | 120 | – | – | – | – | – | – | 225 | 185 | 160 | 205 | 170 | 135 | 250 | 205 | 165 | 240 | 205 | 165 |
| Y | Y, -20% | 5 | – | – | – | – | – | – | 185 | 170 | 150 | 150 | 135 | 120 | – | – | – | – | – | – | 190 | 170 | 150 | 170 | 155 | 135 | 205 | 190 | 165 | 200 | 180 | 160 |
| Y | Y, -20% | 6 | – | – | – | – | – | – | 165 | 125 | 100 | 130 | 100 | 80 | – | – | – | – | – | – | 160 | 135 | 110 | 150 | 115 | 90 | 185 | 140 | 110 | 180 | 140 | 100 |
| M | ||||||||||||||||||||||||||||||||
| Y | Y, -20% | 1 | – | – | – | – | – | – | 205 | 180 | 165 | 170 | 150 | 135 | – | – | – | – | – | – | 205 | 185 | 155 | 195 | 170 | 155 | 225 | 180 | 170 | 260 | 210 | 185 |
| Y | Y, -20% | 2 | – | – | – | – | – | – | 185 | 160 | 130 | 155 | 130 | 110 | – | – | – | – | – | – | 185 | 160 | 140 | 175 | 150 | 125 | 205 | 160 | 135 | 235 | 180 | 145 |
| Y | Y, -20% | 3 | – | – | – | – | – | – | 140 | 120 | 95 | 115 | 100 | 80 | – | – | – | – | – | – | 145 | 130 | 115 | 130 | 115 | 90 | 155 | 125 | 95 | 175 | 145 | 110 |
| K | ||||||||||||||||||||||||||||||||
| Y | Y, -20% | 1 | – | – | – | – | – | – | 230 | 205 | 185 | – | – | – | 420 | 385 | 340 | 360 | 290 | 245 | 295 | 265 | 240 | – | – | – | – | – | – | – | – | – |
| Y | Y, -20% | 2 | – | – | – | – | – | – | 180 | 160 | 150 | – | – | – | 335 | 295 | 275 | 280 | 230 | 195 | 235 | 210 | 190 | – | – | – | – | – | – | – | – | – |
| Y | Y, -20% | 3 | – | – | – | – | – | – | 150 | 135 | 120 | – | – | – | 280 | 250 | 230 | 210 | 175 | 140 | 195 | 175 | 160 | – | – | – | – | – | – | – | – | – |
| N | ||||||||||||||||||||||||||||||||
| N | Y | 1 | 1215 | 1080 | 995 | 1075 | 945 | 875 | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – |
| N | Y | 2 | 1080 | 995 | 915 | 945 | 875 | 760 | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – |
| N | Y | 3 | 1080 | 995 | 915 | 945 | 875 | 760 | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – |
| S | ||||||||||||||||||||||||||||||||
| N | Y | 1 | – | – | – | – | – | – | 40 | 35 | 25 | 35 | 30 | 25 | – | – | – | – | – | – | – | – | – | 40 | 35 | 30 | 45 | 40 | 30 | 50 | 40 | 25 |
| N | Y | 2 | – | – | – | – | – | – | 40 | 35 | 25 | 35 | 30 | 25 | – | – | – | – | – | – | – | – | – | 40 | 35 | 30 | 45 | 40 | 30 | 55 | 40 | 25 |
| N | Y | 3 | – | – | – | – | – | – | 50 | 40 | 25 | 45 | 35 | 25 | – | – | – | – | – | – | – | – | – | 50 | 40 | 30 | 55 | 45 | 30 | 65 | 45 | 30 |
| N | Y | 4 | – | – | – | – | – | – | 50 | 45 | 35 | 50 | 45 | 30 | – | – | – | – | – | – | 50 | 45 | 35 | 55 | 50 | 35 | 60 | 55 | 40 | 75 | 60 | 40 |
| H | ||||||||||||||||||||||||||||||||
| Y | Y, -20% | 1 | – | – | – | – | – | – | 120 | 90 | 70 | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | 135 | 100 | 75 | – | – | – |
| Y | Y, -20% | 2 | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – |
| Y | Y, -20% | 3 | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – |
| As the average chip thickness increases, speed should be decreased. Material groups P, M, K and H show recommended starting speeds for dry machining. For wet machining, reduce speed by 20%. Material groups N and S show recommended starting speeds for wet machining. Not recommended for dry machining. | ||||||||||||||||||||||||||||||||
Empfohlene Startwerte für Schnittgeschwindigkeit [m/min]
| Werkstoffgruppe | KC410M | KC422M | KC520M | KC522M | KC725M | KCK15 | KCPM20 | KCPK30 | |||||||||||||||||
| P | 1 | – | – | – | – | – | – | – | – | – | 330 | 285 | 270 | 260 | 230 | 215 | – | – | – | 550 | 485 | 450 | 455 | 395 | 370 |
| 2 | – | – | – | – | – | – | – | – | – | 275 | 240 | 200 | 220 | 190 | 160 | – | – | – | 340 | 310 | 275 | 280 | 255 | 230 | |
| 3 | – | – | – | – | – | – | – | – | – | 255 | 215 | 175 | 200 | 170 | 140 | – | – | – | 310 | 275 | 255 | 255 | 230 | 205 | |
| 4 | – | – | – | – | – | – | – | – | – | 225 | 185 | 150 | 180 | 150 | 120 | – | – | – | 230 | 215 | 190 | 190 | 175 | 160 | |
| 5 | – | – | – | – | – | – | – | – | – | 185 | 170 | 150 | 150 | 135 | 120 | – | – | – | 275 | 250 | 230 | 260 | 230 | 210 | |
| 6 | – | – | – | – | – | – | – | – | – | 165 | 125 | 100 | 130 | 100 | 80 | – | – | – | 190 | 170 | 145 | 160 | 135 | – | |
| M | 1 | – | – | – | – | – | – | – | – | – | 205 | 180 | 165 | 170 | 150 | 135 | – | – | – | 225 | 200 | 175 | 205 | 185 | 155 |
| 2 | – | – | – | – | – | – | – | – | – | 185 | 160 | 130 | 155 | 130 | 110 | – | – | – | 205 | 175 | 160 | 185 | 160 | 140 | |
| 3 | – | – | – | – | – | – | – | – | – | 140 | 120 | 95 | 115 | 100 | 80 | – | – | – | 160 | 145 | 125 | 145 | 130 | 115 | |
| K | 1 | – | – | – | – | – | – | 270 | 245 | 215 | 230 | 205 | 185 | – | – | – | 420 | 385 | 340 | 360 | 325 | 295 | 295 | 265 | 240 |
| 2 | – | – | – | – | – | – | 210 | 190 | 175 | 180 | 160 | 150 | – | – | – | 335 | 295 | 275 | 285 | 255 | 235 | 235 | 210 | 190 | |
| 3 | – | – | – | – | – | – | 175 | 160 | 145 | 150 | 135 | 120 | – | – | – | 280 | 250 | 230 | 240 | 215 | 200 | 195 | 175 | 160 | |
| N | 1–2 | 1215 | 1080 | 995 | 1075 | 945 | 875 | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – |
| 3 | 1080 | 995 | 915 | 945 | 875 | 760 | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | |
| S | 1 | – | – | – | – | – | – | – | – | – | 40 | 35 | 25 | 35 | 30 | 25 | – | – | – | – | – | – | – | – | – |
| 2 | – | – | – | – | – | – | – | – | – | 40 | 35 | 25 | 35 | 30 | 25 | – | – | – | – | – | – | – | – | – | |
| 3 | – | – | – | – | – | – | – | – | – | 50 | 40 | 25 | 45 | 35 | 25 | – | – | – | – | – | – | – | – | – | |
| 4 | – | – | – | – | – | – | – | – | – | 70 | 50 | 35 | 60 | 45 | 30 | – | – | – | – | – | – | – | – | – | |
| H | 1 | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – |
Recommended Starting Speeds [SFM]
| Werkstoffgruppe | KC410M | KC422M | KC520M | KC522M | KC725M | KCK15 | KCPM20 | KCPK30 | |||||||||||||||||
| P | 1 | – | – | – | – | – | – | – | – | – | 1080 | 940 | 880 | 860 | 750 | 700 | – | – | – | 1810 | 1590 | 1470 | 1485 | 1300 | 1210 |
| 2 | – | – | – | – | – | – | – | – | – | 900 | 790 | 660 | 720 | 630 | 530 | – | – | – | 1120 | 1010 | 910 | 920 | 830 | 750 | |
| 3 | – | – | – | – | – | – | – | – | – | 830 | 700 | 580 | 660 | 560 | 460 | – | – | – | 1010 | 910 | 830 | 830 | 750 | 680 | |
| 4 | – | – | – | – | – | – | – | – | – | 740 | 610 | 490 | 590 | 490 | 390 | – | – | – | 760 | 700 | 630 | 620 | 575 | 520 | |
| 5 | – | – | – | – | – | – | – | – | – | 610 | 550 | 490 | 490 | 440 | 390 | – | – | – | 910 | 820 | 750 | 850 | 760 | 690 | |
| 6 | – | – | – | – | – | – | – | – | – | 540 | 410 | 330 | 430 | 330 | 260 | – | – | – | 630 | 550 | 475 | 520 | 450 | – | |
| M | 1 | – | – | – | – | – | – | – | – | – | 670 | 590 | 540 | 560 | 490 | 450 | – | – | – | 730 | 655 | 570 | 680 | 600 | 515 |
| 2 | – | – | – | – | – | – | – | – | – | 610 | 520 | 430 | 510 | 430 | 360 | – | – | – | 670 | 580 | 520 | 610 | 530 | 460 | |
| 3 | – | – | – | – | – | – | – | – | – | 460 | 400 | 310 | 380 | 330 | 260 | – | – | – | 530 | 475 | 410 | 475 | 430 | 380 | |
| K | 1 | – | – | – | – | – | – | 880 | 800 | 710 | 750 | 680 | 600 | – | – | – | 1380 | 1255 | 1115 | 1180 | 1070 | 960 | 965 | 875 | 780 |
| 2 | – | – | – | – | – | – | 690 | 620 | 580 | 590 | 530 | 490 | – | – | – | 1095 | 975 | 910 | 940 | 840 | 770 | 770 | 690 | 630 | |
| 3 | – | – | – | – | – | – | 580 | 520 | 470 | 490 | 440 | 400 | – | – | – | 920 | 815 | 750 | 790 | 700 | 650 | 645 | 575 | 530 | |
| N | 1–2 | 3990 | 3550 | 3270 | 3520 | 3100 | 2870 | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – |
| 3 | 3580 | 3270 | 3000 | 3100 | 2870 | 2500 | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | |
| S | 1 | – | – | – | – | – | – | – | – | – | 130 | 120 | 90 | 115 | 100 | 80 | – | – | – | – | – | – | – | – | – |
| 2 | – | – | – | – | – | – | – | – | – | 130 | 120 | 90 | 115 | 100 | 80 | – | – | – | – | – | – | – | – | – | |
| 3 | – | – | – | – | – | – | – | – | – | 170 | 130 | 90 | 150 | 115 | 80 | – | – | – | – | – | – | – | – | – | |
| 4 | – | – | – | – | – | – | – | – | – | 230 | 170 | 120 | 200 | 150 | 100 | – | – | – | – | – | – | – | – | – | |
| H | 1 | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – |
Anwendungsbeispiele
| Mill 1-14™ • Ramping Angles [mm] | |||||
| insert style | cutting diameter | max ramp angle | DH min [mm] - (min hole diameter) | DH max [mm] - (max hole diameter) | DHI [mm] - (max flat-bottomed hole diameter) |
| Mill 1-14 | 20 | 16˚ | 23,74 | 40 | 35,62 |
| Mill 1-14 | 25 | 11˚ | 33,75 | 50 | 44,44 |
| Mill 1-14 | 32 | 7˚ | 47,80 | 64 | 59,79 |
| Mill 1-14 | 40 | 5˚ | 63,76 | 80 | 75,22 |
| Mill 1-14 | 40 | 5˚ | 64,00 | 80 | 75,47 |
| Mill 1-14 | 50 | 4˚ | 83,96 | 100 | 96,05 |
| Mill 1-14 | 63 | 3˚ | 109,93 | 126 | 121,47 |
| Mill 1-14 | 80 | 2˚ | 143,91 | 160 | 155,47 |
| Mill 1-14 | 100 | 1˚ | 183,89 | 200 | 199,47 |
| Mill 1-14 | 125 | 1˚ | 233,88 | 250 | 245,47 |
| Mill 1-14 | 160 | 1˚ | 303,88 | 320 | 315,47 |
Anwendungsbeispiele
| Wendeschneidplatten-Ausführung | Nenn- durch- messer | Max. Tauchwinkel | min. Bohrungs- durchmesser (DH min) | max. Flachbohrungs- durchmesser (DH1 max) | max. Durchmesser |
| Mill 1-14™ | 32 | 5,4˚ | 47,80 | 59,79 | 64 |
| Mill 1-14™ | 40 | 3,8˚ | 64,00 | 75,47 | 80 |
| Mill 1-14™ | 50 | 2,7˚ | 83,96 | 96,05 | 100 |
| Mill 1-14™ | 63 | 1,9˚ | 109,93 | 121,47 | 126 |
Application Examples
| Wendeschneidplatten-Ausführung | Nenn- durch- messer | Max. Tauchwinkel | DH min (min Bohrungsdurchmesser) | DHI min (max. Flachbohrungs-Durchmesser) | max. Bohrungsdurchmesser (keine Flachbohrung) |
| Mill 1-14 | 1.25 | 5.4˚ | 1.862 | 2.312 | 2.5 |
| Mill 1-14 | 1.50 | 4.0˚ | 2.370 | 2.822 | 3 |
| Mill 1-14 | 2.00 | 2.6˚ | 3.368 | 3.822 | 4 |
| Mill 1-14 | 2.50 | 1.9˚ | 4.367 | 4.822 | 5 |