Willkommen
Bestätigen Sie bitte Ihre Präferenzen
Einstellungen aktualisieren
Produktvorschläge
Product Family suggestions
Kennametal steht Ihnen zur Diensten
Hallo, User Name
Das von Ihnen ausgewählte Konto:
Es gibt ein Problem mit Ihrem Konto. Bitte kontaktieren Sie den Kundendienst.
Kundenkonto
Konto ändern
Lieferadresse
Konto ändern
- Übersicht
- Bestellungen verwalten
- Kanäle verwalten
- Adressbuch
-
Notifications
Mark all as read - Passwort ändern
- Mein Profil
- Abmelden
Artikel
erfolgreich zum Warenkorb hinzugefügt
Warenkorb anzeigen
Warenkorb anzeigen
Mehr fräsern, weniger zahlen – mit unseren zeitlich begrenzten Angeboten.
Jetzt bestellen.
Kennametal steht Ihnen zur Diensten
Artikel
erfolgreich zum Warenkorb hinzugefügt
Warenkorb anzeigen
Warenkorb anzeigen
Lösung bearbeiten
Lösung hinzufügen
Lösungsname: {{SolutionName}}- Produkte
- /
- Metallbearbeitungswerkzeuge
- /
- Fräsen
- /
- Fräsen mit Wendeschneidplatten
- /
- High-Feed-Serie
- /
- KSWM • KenFeed™
- /
- Aufsteckfräser mit Wendeschneidplatten • Metrisch
Sending to SolidCAM in progress...
Downloaded file will be available after import in the SolidCAM tool library.

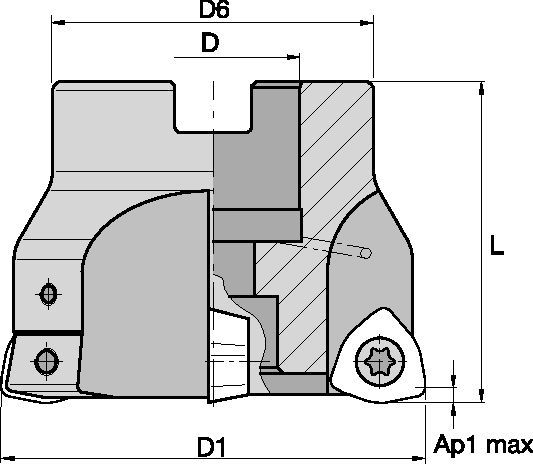
Aufsteckfräser mit Wendeschneidplatten • Metrisch
Aufsteckfräser mit Wendeschneidplatten
Features and benefits
- Großer Anwendungsbereich zum Schruppen, einschließlich spiralförmiges Eintauchen und Schräg-Eintauchen, Planfräsen und Kopierfräsen
- Ermöglicht eine hohe Produktivität
- Einseitige Lösung Ideal für Anwendungen mit langer Auskragung
- Hoher Zahnvorschub bis zu 3 mm für hohe Zerspanungsvolumen
| Material Group | Light
|
General
|
Heavy
|
|||
| (Light geometry) | (Strong geometry) | |||||
| wear
|
 <="" td=""> <="" td=""> | toughness | ||||
| Geometry | Grade | Geometry | Grade | Geometry | Grade | |
| P1–P2 | .E..GP | KC522M | .E..GP | KC522M | .S..HN | KC522M |
| P3–P4 | .E..GP | KC522M | .S..HN | KC522M | .S..HN | KC525M |
| P5–P6 | .E..GP | KC522M | .S..HN | KC522M | .S..HN | KC525M |
| M1–M2 | .E..GP | KC522M | .E..GP | KC525M | .S..HN | KC525M |
| M3 | .E..GP | KC522M | .E..GP | KC525M | .S..HN | KC525M |
| K1–K2 | – | – | – | – | – | – |
| K3 | – | – | – | – | – | – |
| N1–N2 | – | – | – | – | – | – |
| N3 | – | – | – | – | – | – |
| S1–S2 | .E..GP | KC522M | .E..GP | KC525M | – | – |
| S3 | .E..GP | KC522M | .E..GP | KC525M | – | – |
| S4 | .E..GP | KC522M | .E..GP | KC525M | – | – |
| H1 | – | – | .S..HN | KC522M | – | – |
Empfohlene Startwerte für Vorschübe • WPM.05
| Insert Geometry | Recommended Starting Feed per Tooth (Fz) in Relation to % of Radial Engagement (ae) | Insert Geometry | ||||||||||||||
| 10% | 20% | 30% | 40% | 50–100% | ||||||||||||
| .E..GP | 0,34 | 1,23 | 2,49 | 0,26 | 0,91 | 1,83 | 0,22 | 0,79 | 1,59 | 0,21 | 0,74 | 1,48 | 0,21 | 0,73 | 1,45 | .E..GP |
| .S..HN | 0,34 | 1,23 | 2,49 | 0,26 | 0,91 | 1,83 | 0,22 | 0,79 | 1,59 | 0,21 | 0,74 | 1,48 | 0,21 | 0,73 | 1,45 | .S..HN |
Empfohlene Startwerte für Vorschübe • WPM.06
| Light
|
General
|
Heavy
|
Empfohlene Startwerte für Vorschübe • WPM.08
| Insert | Recommended Starting Feed per Tooth (Fz) in Relation to % of Radial Engagement (ae) | Insert | ||||||||||||||
| Geometry | 10% | 20% | 30% | 40% | 50–100% | Geometry | ||||||||||
| .E..GP | 0,39 | 1,25 | 2,03 | 0,29 | 0,93 | 1,5 | 0,26 | 0,81 | 1,3 | 0,24 | 0,76 | 1,21 | 0,23 | 0,74 | 1,19 | .E..GP |
| .S..HN | 0,39 | 1,25 | 2,03 | 0,29 | 0,93 | 1,5 | 0,26 | 0,81 | 1,3 | 0,24 | 0,76 | 1,21 | 0,23 | 0,74 | 1,19 | .S..HN |
| Insert | Recommended Starting Feed per Tooth (Fz) in Relation to % of Radial Engagement (ae) | Insert | ||||||||||||||
| Geometry | 10% | 20% | 30% | 40% | 50–100% | Geometry | ||||||||||
| .E..GP | 0,55 | 1,96 | 4,02 | 0,41 | 1,45 | 2,92 | 0,36 | 1,26 | 2,53 | 0,33 | 1,18 | 2,35 | 0,33 | 1,15 | 2,3 | .E..GP |
| .S..HN | 0,55 | 1,96 | 4,02 | 0,41 | 1,45 | 2,92 | 0,36 | 1,26 | 2,53 | 0,33 | 1,18 | 2,35 | 0,33 | 1,15 | 2,3 | .S..HN |
Empfohlene Startwerte für Schnittgeschwindigkeit [m/min]
| Material Group | KC522M | KC525M | |||||
| P | 1 | 395 | 345 | 325 | 260 | 240 | 215 |
| 2 | 330 | 290 | 240 | 215 | 190 | 180 | |
| 3 | 305 | 255 | 215 | 190 | 180 | 170 | |
| 4 | 270 | 225 | 180 | 170 | 160 | 145 | |
| 5 | 225 | 200 | 180 | 180 | 170 | 160 | |
| 6 | 200 | 150 | 120 | 160 | 145 | 130 | |
| M | 1 | 245 | 215 | 200 | 180 | 170 | 160 |
| 2 | 225 | 190 | 160 | 160 | 145 | 130 | |
| 3 | 170 | 145 | 115 | 110 | 95 | 85 | |
| K | 1 | 275 | 250 | 220 | – | – | – |
| 2 | 215 | 195 | 180 | – | – | – | |
| 3 | 180 | 160 | 145 | – | – | – | |
| N | 1–2 | – | – | – | – | – | – |
| 3 | – | – | – | – | – | – | |
| S | 1 | 50 | 45 | 35 | 75 | 65 | 60 |
| 2 | 50 | 45 | 35 | 75 | 65 | 60 | |
| 3 | 60 | 50 | 35 | 60 | 55 | 50 | |
| 4 | 85 | 60 | 45 | 75 | 60 | 50 | |
| H | 1 | 145 | 110 | 85 | – | – | – |
Recommended Starting Speeds [SFM]
| Material Group | KC522M | KC525M | |||||
| P | 1 | 1300 | 1130 | 1060 | 860 | 790 | 710 |
| 2 | 1080 | 950 | 790 | 710 | 620 | 590 | |
| 3 | 1000 | 840 | 700 | 620 | 590 | 550 | |
| 4 | 890 | 730 | 590 | 550 | 520 | 470 | |
| 5 | 730 | 660 | 590 | 590 | 550 | 520 | |
| 6 | 650 | 490 | 400 | 520 | 470 | 430 | |
| M | 1 | 800 | 710 | 650 | 590 | 550 | 520 |
| 2 | 730 | 620 | 520 | 520 | 470 | 430 | |
| 3 | 550 | 480 | 370 | 360 | 310 | 280 | |
| K | 1 | – | – | – | – | – | – |
| 2 | – | – | – | – | – | – | |
| 3 | – | – | – | – | – | – | |
| N | 1–2 | – | – | – | – | – | – |
| 3 | – | – | – | – | – | – | |
| S | 1 | 160 | 140 | 110 | 240 | 220 | 190 |
| 2 | 160 | 140 | 110 | 240 | 220 | 190 | |
| 3 | 200 | 160 | 110 | 190 | 180 | 160 | |
| 4 | 280 | 200 | 140 | 240 | 190 | 160 | |
| H | 1 | 470 | 360 | 280 | – | – | – |