
F4AW...WX – Kugelkopf – Kegel-Schaftfräser – für die Energietechnik (4 Schneidreihen, 38° Spiralwinkel) • Metrisch
HARVI I • F4AW..AWL38-WX38 • Ungleiche Schneidreihenteilung • Kegelförmige Kugelkopfausführung
Features and benefits
- Über Mitte schneidend.
- Ungleiche Schneidreihenteilung minimiert Vibrationen bei der Bearbeitung.
- Ein Werkzeug für Schrupp- und Schlichtbearbeitungen senkt Rüstzeiten.
- Walzfräsen, Nutenfräsen und 3D-Fräsen.
Uses and application
Umfangfräsen/Schulterfräsen: Kugelkopf / Vollradius
3D-Profilfräsen/Kopierfräsen
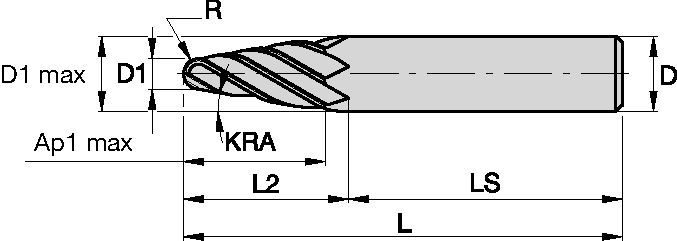
Werkzeugabmessungen: Schneidreihen: 4
Spiralwinkel: 38°
 <="" td="">
<="" td=""> <="" td="" />
<="" td="" />