List Price
/each
Discount
Your Price
/each
Sold in pkg. of 0Adjusted to meet the minimum package size.
Minimum qty: 0Adjusted to meet the minimum quantity requirement.
In StockThis item is no longer availableLonger Delivery




Downloaded file will be available after import in the {{cadTool}} tool library.
| Material Number | 5534238 |
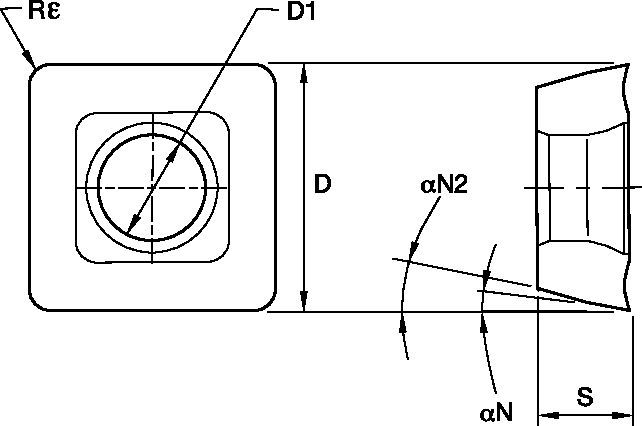
| ISO Catalog ID | SPPX120408MD |
| ANSI Catalog ID | SPPX120408MD |
| Grade | KCU40 |
| [D] Insert IC Size | 12.7 mm |
| [D] Insert IC Size | 0.5 in |
| [D1] Insert Hole Size | 4.6 mm |
| [D1] Insert Hole Size | 0.1811 in |
| [S] Insert Thickness | 4.763 mm |
| [S] Insert Thickness | 0.1875 in |
| [Rε] Corner Radius | 0.8 mm |
| [Rε] Corner Radius | 0.031 in |
| [GAA] Insert Rake Angle | 16 |
| [Clearance Angle Major | 7 |
| Clearance Angle Major Second | 11 |
Grades

KCU40
Multilayered PVD TiN-TiAlN-coated fine-grain carbide, offering
highest wear resistance in steel, stainless steel, cast iron, and high-temp alloys.
Create Solution to calculate Feeds and Speeds
After creating a solution just choose the Feeds & Speeds icon and our system will provide recommendations. You can customize the information by adding your machine and specifications or make adjustments using the sliders.
| Metric | |||||||||||||||
| Material | Condition | Pocket Seat | Geometry | Grade | Cutting Speed | Recommended Feed Rate (fz) by Diameter | |||||||||
| Range | |||||||||||||||
| Min | Starting Value | Max | Ø | SPGX05 DFTX2 14–17,49 | SPGX06 DFT03 17,5–21,99 | SPGX07 DFT05 22,00–25,99 | SPGX09 DFT05 26,00–32,99 | SPGX12 DFT06/..07 33,00–43,99 | SPGX15 DFT07/..09 44,00–55,00 | ||||||
| P | 1 | S | O | MD | KCPK10 | 310 | 325 | 360 | mm/r | 0,06–0,11 | 0,08–0,14 | 0,10–0,18 | 0,14–0,25 | 0,16–0,30 | 0,18–0,30 |
| I | MD | KC7140 | |||||||||||||
| U | O | FP | KCU25 | 200 | 215 | 230 | mm/r | 0,04–0,06 | 0,05–0,08 | 0,06–0,10 | 0,09–0,15 | 0,11–0,18 | 0,13–0,25 | ||
| I | MD | KC7140 | |||||||||||||
| I | O | HP | KCU40 | 130 | 135 | 150 | mm/r | 0,04–0,06 | 0,05–0,08 | 0,06–0,10 | 0,09–0,15 | 0,11–0,18 | 0,13–0,25 | ||
| I | MD | KC7140 | |||||||||||||
| 2 | S | O | MD | KCPK10 | 310 | 325 | 360 | mm/r | 0,06–0,11 | 0,08–0,14 | 0,10–0,18 | 0,14–0,25 | 0,16–0,30 | 0,18–0,30 | |
| I | MD | KC7140 | |||||||||||||
| U | O | FP | KCU25 | 200 | 215 | 230 | mm/r | 0,04–0,06 | 0,05–0,08 | 0,06–0,10 | 0,09–0,15 | 0,11–0,18 | 0,13–0,25 | ||
| I | MD | KC7140 | |||||||||||||
| I | O | HP | KCU40 | 130 | 135 | 150 | mm/r | 0,04–0,06 | 0,05–0,08 | 0,06–0,10 | 0,09–0,15 | 0,11–0,18 | 0,13–0,25 | ||
| I | MD | KC7140 | |||||||||||||
| 3 | S | O | MD | KCPK10 | 260 | 285 | 320 | mm/r | 0,06–0,11 | 0,08–0,14 | 0,10–0,18 | 0,14–0,25 | 0,16–0,30 | 0,18–0,30 | |
| I | MD | KC7140 | |||||||||||||
| U | O | FP | KCU25 | 180 | 195 | 220 | mm/r | 0,04–0,06 | 0,05–0,08 | 0,06–0,10 | 0,09–0,15 | 0,11–0,18 | 0,13–0,25 | ||
| I | MD | KC7140 | |||||||||||||
| I | O | HP | KCU40 | 110 | 120 | 140 | mm/r | 0,04–0,06 | 0,05–0,08 | 0,06–0,10 | 0,09–0,15 | 0,11–0,18 | 0,13–0,25 | ||
| I | MD | KC7140 | |||||||||||||
| 4 | S | O | FP | KCPK10 | 220 | 250 | 300 | mm/r | 0,06–0,11 | 0,08–0,14 | 0,10–0,18 | 0,14–0,25 | 0,16–0,30 | 0,18–0,30 | |
| I | MD | KC7140 | |||||||||||||
| U | O | HP | KCU25 | 150 | 180 | 220 | mm/r | 0,04–0,06 | 0,05–0,08 | 0,06–0,10 | 0,09–0,15 | 0,11–0,18 | 0,13–0,25 | ||
| I | MD | KC7140 | |||||||||||||
| I | O | HP | KCU40 | 90 | 110 | 140 | mm/r | 0,04–0,06 | 0,05–0,08 | 0,06–0,10 | 0,09–0,15 | 0,11–0,18 | 0,13–0,25 | ||
| I | MD | KC7140 | |||||||||||||
| 5 | S | O | HP | KCU25 | 180 | 200 | 220 | mm/r | 0,06–0,11 | 0,08–0,14 | 0,10–0,18 | 0,14–0,25 | 0,16–0,30 | 0,18–0,30 | |
| I | MD | KC7140 | |||||||||||||
| U | O | HP | KCU40 | 120 | 135 | 150 | mm/r | 0,04–0,06 | 0,05–0,08 | 0,06–0,10 | 0,09–0,15 | 0,11–0,18 | 0,13–0,25 | ||
| I | MD | KC7140 | |||||||||||||
| I | O | HP | KC7140 | 70 | 85 | 100 | mm/r | 0,04–0,06 | 0,05–0,08 | 0,06–0,10 | 0,09–0,15 | 0,11–0,18 | 0,13–0,25 | ||
| I | MD | KC7140 | |||||||||||||
| 6 | S | O | HP | KCU25 | 180 | 200 | 220 | mm/r | 0,06–0,11 | 0,08–0,14 | 0,10–0,18 | 0,14–0,25 | 0,16–0,30 | 0,18–0,30 | |
| I | MD | KC7140 | |||||||||||||
| U | O | HP | KCU40 | 120 | 135 | 150 | mm/r | 0,04–0,06 | 0,05–0,08 | 0,06–0,10 | 0,09–0,15 | 0,11–0,18 | 0,13–0,25 | ||
| I | MD | KC7140 | |||||||||||||
| I | O | HP | KC7140 | 70 | 85 | 100 | mm/r | 0,04–0,06 | 0,05–0,08 | 0,06–0,10 | 0,09–0,15 | 0,11–0,18 | 0,13–0,25 | ||
| I | MD | KC7140 | |||||||||||||
| Metric | |||||||||||||||
| Cutting Speed | Metric | ||||||||||||||
| Range | Recommended Feed Rate (fz) by Diameter | ||||||||||||||
| Material | condition | Pocket Seat | Geometry | Grade | Min | Starting Value | Max | Ø | SPGX05 DFTX2 14,00-17,49 | SPGX06 DFT03 17,50-21,99 | SPGX07 DFT05 22.00-25,99 | SPGX09 DFT05 26.00-32,99 | SPGX12 DFT06/..07 33,00-43,99 | SPGX15 DFT07/..09 44,00-55,00 | |
| P | 1 | S | O | MD | KCPK10 | 310 | 325 | 360 | mm/r | 0,06–0,11 | 0,08–0,14 | 0,10–0,18 | 0,14–0,25 | 0,16–0,30 | 0,18–0,30 |
| 1 | S | I | MD | KC7140 | 310 | 325 | 360 | mm/r | 0,06–0,11 | 0,08–0,14 | 0,10–0,18 | 0,14–0,25 | 0,16–0,30 | 0,18–0,30 | |
| 1 | U | O | FP | KCU25 | 200 | 215 | 230 | mm/r | 0,04–0,06 | 0,05–0,08 | 0,06–0,10 | 0,09–0,15 | 0,11–0,18 | 0,13–0,25 | |
| 1 | U | I | MD | KC7140 | 200 | 215 | 230 | mm/r | 0,04–0,06 | 0,05–0,08 | 0,06–0,10 | 0,09–0,15 | 0,11–0,18 | 0,13–0,25 | |
| 1 | I | O | HP | KCU40 | 130 | 135 | 150 | mm/r | 0,04–0,06 | 0,05–0,08 | 0,06–0,10 | 0,09–0,15 | 0,11–0,18 | 0,13–0,25 | |
| 1 | I | I | MD | KC7140 | 130 | 135 | 150 | mm/r | 0,04–0,06 | 0,05–0,08 | 0,06–0,10 | 0,09–0,15 | 0,11–0,18 | 0,13–0,25 | |
| 2 | S | O | MD | KCPK10 | 310 | 325 | 360 | mm/r | 0,06–0,11 | 0,08–0,14 | 0,10–0,18 | 0,14–0,25 | 0,16–0,30 | 0,18–0,30 | |
| 2 | S | I | MD | KC7140 | 310 | 325 | 360 | mm/r | 0,06–0,11 | 0,08–0,14 | 0,10–0,18 | 0,14–0,25 | 0,16–0,30 | 0,18–0,30 | |
| 2 | U | O | FP | KCU25 | 200 | 215 | 230 | mm/r | 0,04–0,06 | 0,05–0,08 | 0,06–0,10 | 0,09–0,15 | 0,11–0,18 | 0,13–0,25 | |
| 2 | U | I | MD | KC7140 | 200 | 215 | 230 | mm/r | 0,04–0,06 | 0,05–0,08 | 0,06–0,10 | 0,09–0,15 | 0,11–0,18 | 0,13–0,25 | |
| 2 | I | O | HP | KCU40 | 130 | 135 | 150 | mm/r | 0,04–0,06 | 0,05–0,08 | 0,06–0,10 | 0,09–0,15 | 0,11–0,18 | 0,13–0,25 | |
| 2 | I | I | MD | KC7140 | 130 | 135 | 150 | mm/r | 0,04–0,06 | 0,05–0,08 | 0,06–0,10 | 0,09–0,15 | 0,11–0,18 | 0,13–0,25 | |
| 3 | S | O | MD | KCPK10 | 260 | 285 | 320 | mm/r | 0,06–0,11 | 0,08–0,14 | 0,10–0,18 | 0,14–0,25 | 0,16–0,30 | 0,18–0,30 | |
| 3 | S | I | MD | KC7140 | 260 | 285 | 320 | mm/r | 0,06–0,11 | 0,08–0,14 | 0,10–0,18 | 0,14–0,25 | 0,16–0,30 | 0,18–0,30 | |
| 3 | U | O | FP | KCU25 | 180 | 195 | 220 | mm/r | 0,04–0,06 | 0,05–0,08 | 0,06–0,10 | 0,09–0,15 | 0,11–0,18 | 0,13–0,25 | |
| 3 | U | I | MD | KC7140 | 180 | 195 | 220 | mm/r | 0,04–0,06 | 0,05–0,08 | 0,06–0,10 | 0,09–0,15 | 0,11–0,18 | 0,13–0,25 | |
| 3 | I | O | HP | KCU40 | 110 | 120 | 140 | mm/r | 0,04–0,06 | 0,05–0,08 | 0,06–0,10 | 0,09–0,15 | 0,11–0,18 | 0,13–0,25 | |
| 3 | I | I | MD | KC7140 | 110 | 120 | 140 | mm/r | 0,04–0,06 | 0,05–0,08 | 0,06–0,10 | 0,09–0,15 | 0,11–0,18 | 0,13–0,25 | |
| 4 | S | O | FP | KCPK10 | 220 | 250 | 300 | mm/r | 0,06–0,11 | 0,08–0,14 | 0,10–0,18 | 0,14–0,25 | 0,16–0,30 | 0,18–0,30 | |
| 4 | S | I | MD | KC7140 | 220 | 250 | 300 | mm/r | 0,06–0,11 | 0,08–0,14 | 0,10–0,18 | 0,14–0,25 | 0,16–0,30 | 0,18–0,30 | |
| 4 | U | O | HP | KCU25 | 150 | 180 | 220 | mm/r | 0,04–0,06 | 0,05–0,08 | 0,06–0,10 | 0,09–0,15 | 0,11–0,18 | 0,13–0,25 | |
| 4 | U | I | MD | KC7140 | 150 | 180 | 220 | mm/r | 0,04–0,06 | 0,05–0,08 | 0,06–0,10 | 0,09–0,15 | 0,11–0,18 | 0,13–0,25 | |
| 4 | I | O | HP | KCU40 | 90 | 110 | 140 | mm/r | 0,04–0,06 | 0,05–0,08 | 0,06–0,10 | 0,09–0,15 | 0,11–0,18 | 0,13–0,25 | |
| 4 | I | I | MD | KC7140 | 90 | 110 | 140 | mm/r | 0,04–0,06 | 0,05–0,08 | 0,06–0,10 | 0,09–0,15 | 0,11–0,18 | 0,13–0,25 | |
| 5 | S | O | HP | KCU25 | 180 | 200 | 220 | mm/r | 0,06–0,11 | 0,08–0,14 | 0,10–0,18 | 0,14–0,25 | 0,16–0,30 | 0,18–0,30 | |
| 5 | S | I | MD | KC7140 | 180 | 200 | 220 | mm/r | 0,06–0,11 | 0,08–0,14 | 0,10–0,18 | 0,14–0,25 | 0,16–0,30 | 0,18–0,30 | |
| 5 | U | O | HP | KCU40 | 120 | 135 | 150 | mm/r | 0,04–0,06 | 0,05–0,08 | 0,06–0,10 | 0,09–0,15 | 0,11–0,18 | 0,13–0,25 | |
| 5 | U | I | MD | KC7140 | 120 | 135 | 150 | mm/r | 0,04–0,06 | 0,05–0,08 | 0,06–0,10 | 0,09–0,15 | 0,11–0,18 | 0,13–0,25 | |
| 5 | I | O | HP | KC7140 | 70 | 85 | 100 | mm/r | 0,04–0,06 | 0,05–0,08 | 0,06–0,10 | 0,09–0,15 | 0,11–0,18 | 0,13–0,25 | |
| 5 | I | I | MD | KC7140 | 70 | 85 | 100 | mm/r | 0,04–0,06 | 0,05–0,08 | 0,06–0,10 | 0,09–0,15 | 0,11–0,18 | 0,13–0,25 | |
| 6 | S | O | HP | KCU25 | 180 | 200 | 220 | mm/r | 0,06–0,11 | 0,08–0,14 | 0,10–0,18 | 0,14–0,25 | 0,16–0,30 | 0,18–0,30 | |
| 6 | S | I | MD | KC7140 | 180 | 200 | 220 | mm/r | 0,06–0,11 | 0,08–0,14 | 0,10–0,18 | 0,14–0,25 | 0,16–0,30 | 0,18–0,30 | |
| 6 | U | O | HP | KCU40 | 120 | 135 | 150 | mm/r | 0,04–0,06 | 0,05–0,08 | 0,06–0,10 | 0,09–0,15 | 0,11–0,18 | 0,13–0,25 | |
| 6 | U | I | MD | KC7140 | 120 | 135 | 150 | mm/r | 0,04–0,06 | 0,05–0,08 | 0,06–0,10 | 0,09–0,15 | 0,11–0,18 | 0,13–0,25 | |
| 6 | I | O | HP | KC7140 | 70 | 85 | 100 | mm/r | 0,04–0,06 | 0,05–0,08 | 0,06–0,10 | 0,09–0,15 | 0,11–0,18 | 0,13–0,25 | |
| 6 | I | I | MD | KC7140 | 70 | 85 | 100 | mm/r | 0,04–0,06 | 0,05–0,08 | 0,06–0,10 | 0,09–0,15 | 0,11–0,18 | 0,13–0,25 | |
| Metric | |||||||||||||||
| Material | Condition | Pocket Seat | Geometry | Grade | Cutting Speed | Recommended Feed Rate (fz) by Diameter | |||||||||
| Range | |||||||||||||||
| Min | Starting Value | Max | Ø | SPGX05 DFTX2 14–17,49 | SPGX06 DFT03 17,5–21,99 | SPGX07 DFT05 22,00–25,99 | SPGX09 DFT05 26,00–32,99 | SPGX12 DFT06/..07 33,00–43,99 | SPGX15 DFT07/..09 44,00–55,00 | ||||||
| M | 1 | S | O | FP | KCU25 | 150 | 190 | 230 | mm/r | 0,05–0,09 | 0,06–0,12 | 0,08–0,15 | 0,12–0,20 | 0,14–0,25 | 0,16–0,28 |
| I | MD | KC7140 | |||||||||||||
| U | O | MD | KCU40 | 100 | 130 | 160 | mm/r | 0,03–0,05 | 0,04–0,07 | 0,05–0,09 | 0,07–0,13 | 0,08–0,16 | 0,10–0,20 | ||
| I | MD | KC7140 | |||||||||||||
| I | O | MD | KC7140 | 60 | 80 | 100 | mm/r | 0,03–0,05 | 0,04–0,07 | 0,05–0,09 | 0,07–0,13 | 0,08–0,16 | 0,10–0,18 | ||
| I | MD | KC7140 | |||||||||||||
| 2 | S | O | FP | KCU25 | 150 | 180 | 210 | mm/r | 0,05–0,09 | 0,06–0,12 | 0,08–0,15 | 0,12–0,20 | 0,14–0,25 | 0,16–0,28 | |
| I | MD | KC7140 | |||||||||||||
| U | O | MD | KCU40 | 100 | 130 | 160 | mm/r | 0,03–0,05 | 0,04–0,07 | 0,05–0,09 | 0,07–0,13 | 0,08–0,16 | 0,10–0,20 | ||
| I | MD | KC7140 | |||||||||||||
| I | O | MD | KC7140 | 60 | 80 | 100 | mm/r | 0,03–0,05 | 0,04–0,07 | 0,05–0,09 | 0,07–0,13 | 0,08–0,16 | 0,10–0,18 | ||
| I | MD | KC7140 | |||||||||||||
| 3 | S | O | HP | KCU25 | 100 | 130 | 160 | mm/r | 0,05–0,09 | 0,06–0,12 | 0,08–0,15 | 0,12–0,20 | 0,14–0,25 | 0,16–0,28 | |
| I | HP | KC7140 | |||||||||||||
| U | O | HP | KCU40 | 80 | 110 | 140 | mm/r | 0,03–0,05 | 0,04–0,07 | 0,05–0,09 | 0,07–0,13 | 0,08–0,16 | 0,10–0,20 | ||
| I | HP | KC7140 | |||||||||||||
| I | O | MD | KC7140 | 50 | 70 | 90 | mm/r | 0,03–0,05 | 0,04–0,07 | 0,05–0,09 | 0,07–0,13 | 0,08–0,16 | 0,10–0,18 | ||
| I | MD | KC7140 | |||||||||||||
| Metric | |||||||||||||||
| Cutting Speed | |||||||||||||||
| Range | Recommended Feed Rate (fz) by Diameter | ||||||||||||||
| Material | Condition | Pocket Seat | Geometry | Grade | Min | Starting Value | Max | Ø | SPGX05 DFTX2 14,00–17,49 | SPGX06 DFT03 17,50–21,99 | SPGX07 DFT05 22.00–25,99 | SPGX09 DFT05 26.00–32,99 | SPGX12 DFT06/..07 33,00–43,99 | SPGX15 DFT07/..09 44,00–55,00 | |
| M | 1 | S | O | FP | KCU25 | 150 | 190 | 230 | mm/r | 0,05–0,09 | 0,06–0,12 | 0,08–0,15 | 0,12–0,20 | 0,14–0,25 | 0,16–0,28 |
| 1 | S | I | MD | KC7140 | 150 | 190 | 230 | mm/r | 0,05–0,09 | 0,06–0,12 | 0,08–0,15 | 0,12–0,20 | 0,14–0,25 | 0,16–0,28 | |
| 1 | U | O | MD | KCU40 | 100 | 130 | 160 | mm/r | 0,03–0,05 | 0,04–0,07 | 0,05–0,09 | 0,07–0,13 | 0,08–0,16 | 0,10–0,20 | |
| 1 | U | I | MD | KC7140 | 100 | 130 | 160 | mm/r | 0,03–0,05 | 0,04–0,07 | 0,05–0,09 | 0,07–0,13 | 0,08–0,16 | 0,10–0,20 | |
| 1 | I | O | MD | KC7140 | 60 | 80 | 100 | mm/r | 0,03–0,05 | 0,04–0,07 | 0,05–0,09 | 0,07–0,13 | 0,08–0,16 | 0,10–0,18 | |
| 1 | I | I | MD | KC7140 | 60 | 80 | 100 | mm/r | 0,03–0,05 | 0,04–0,07 | 0,05–0,09 | 0,07–0,13 | 0,08–0,16 | 0,10–0,18 | |
| 2 | S | O | FP | KCU25 | 150 | 180 | 210 | mm/r | 0,05–0,09 | 0,06–0,12 | 0,08–0,15 | 0,12–0,20 | 0,14–0,25 | 0,16–0,28 | |
| 2 | S | I | MD | KC7140 | 150 | 180 | 210 | mm/r | 0,05–0,09 | 0,06–0,12 | 0,08–0,15 | 0,12–0,20 | 0,14–0,25 | 0,16–0,28 | |
| 2 | U | O | MD | KCU40 | 100 | 130 | 160 | mm/r | 0,03–0,05 | 0,04–0,07 | 0,05–0,09 | 0,07–0,13 | 0,08–0,16 | 0,10–0,20 | |
| 2 | U | I | MD | KC7140 | 100 | 130 | 160 | mm/r | 0,03–0,05 | 0,04–0,07 | 0,05–0,09 | 0,07–0,13 | 0,08–0,16 | 0,10–0,20 | |
| 2 | I | O | MD | KC7140 | 60 | 80 | 100 | mm/r | 0,03–0,05 | 0,04–0,07 | 0,05–0,09 | 0,07–0,13 | 0,08–0,16 | 0,10–0,18 | |
| 2 | I | I | MD | KC7140 | 60 | 80 | 100 | mm/r | 0,03–0,05 | 0,04–0,07 | 0,05–0,09 | 0,07–0,13 | 0,08–0,16 | 0,10–0,18 | |
| 3 | S | O | HP | KCU25 | 100 | 130 | 160 | mm/r | 0,05–0,09 | 0,06–0,12 | 0,08–0,15 | 0,12–0,20 | 0,14–0,25 | 0,16–0,28 | |
| 3 | S | I | HP | KC7140 | 100 | 130 | 160 | mm/r | 0,05–0,09 | 0,06–0,12 | 0,08–0,15 | 0,12–0,20 | 0,14–0,25 | 0,16–0,28 | |
| 3 | U | O | HP | KCU40 | 80 | 110 | 140 | mm/r | 0,03–0,05 | 0,04–0,07 | 0,05–0,09 | 0,07–0,13 | 0,08–0,16 | 0,10–0,20 | |
| 3 | U | I | HP | KC7140 | 80 | 110 | 140 | mm/r | 0,03–0,05 | 0,04–0,07 | 0,05–0,09 | 0,07–0,13 | 0,08–0,16 | 0,10–0,20 | |
| 3 | I | O | MD | KC7140 | 50 | 70 | 90 | mm/r | 0,03–0,05 | 0,04–0,07 | 0,05–0,09 | 0,07–0,13 | 0,08–0,16 | 0,10–0,18 | |
| 3 | I | I | MD | KC7140 | 50 | 70 | 90 | mm/r | 0,03–0,05 | 0,04–0,07 | 0,05–0,09 | 0,07–0,13 | 0,08–0,16 | 0,10–0,18 | |
| Metric | |||||||||||||||
| Material | Condition | Pocket Seat | Geometry | Grade | Cutting Speed | Recommended Feed Rate (fz) by Diameter | |||||||||
| Range | |||||||||||||||
| Min | Starting Value | Max | Ø | SPGX05 DFTX2 14–17,49 | SPGX06 DFT03 17,5–21,99 | SPGX07 DFT05 22,00–25,99 | SPGX09 DFT05 26,00–32,99 | SPGX12 DFT06/..07 33,00–43,99 | SPGX15 DFT07/..09 44,00–55,00 | ||||||
| K | 1 | S | O | FP | KCPK10 | 200 | 240 | 300 | mm/r | 0,07–0,12 | 0,10–0,16 | 0,12–0,20 | 0,16–0,28 | 0,18–0,32 | 0,20–0,34 |
| I | HP | KCU40 | |||||||||||||
| U | O | FP | KCU25 | 120 | 155 | 200 | mm/r | 0,05–0,09 | 0,06–0,12 | 0,08–0,15 | 0,12–0,20 | 0,14–0,25 | 0,16–0,28 | ||
| I | HP | KC7140 | |||||||||||||
| I | O | FP | KC7140 | 80 | 100 | 125 | mm/r | 0,04–0,06 | 0,05–0,08 | 0,06–0,10 | 0,09–0,15 | 0,11–0,18 | 0,13–0,25 | ||
| I | HP | KC7140 | |||||||||||||
| 2 | S | O | FP | KCPK10 | 180 | 220 | 260 | mm/r | 0,07–0,12 | 0,10–0,16 | 0,12–0,20 | 0,16–0,28 | 0,18–0,32 | 0,20–0,34 | |
| I | HP | KCU40 | |||||||||||||
| U | O | HP | KCU25 | 110 | 140 | 170 | mm/r | 0,05–0,09 | 0,06–0,12 | 0,08–0,15 | 0,12–0,20 | 0,14–0,25 | 0,16–0,28 | ||
| I | HP | KC7140 | |||||||||||||
| I | O | HP | KC7140 | 80 | 100 | 120 | mm/r | 0,04–0,06 | 0,05–0,08 | 0,06–0,10 | 0,09–0,15 | 0,11–0,18 | 0,13–0,25 | ||
| I | HP | KC7140 | |||||||||||||
| 3 | S | O | HP | KCPK10 | 180 | 220 | 260 | mm/r | 0,07–0,12 | 0,10–0,16 | 0,12–0,20 | 0,16–0,28 | 0,18–0,32 | 0,20–0,34 | |
| I | HP | KCU40 | |||||||||||||
| U | O | HP | KCU25 | 110 | 140 | 170 | mm/r | 0,05–0,09 | 0,06–0,12 | 0,08–0,15 | 0,12–0,20 | 0,14–0,25 | 0,16–0,28 | ||
| I | HP | KC7140 | |||||||||||||
| I | O | HP | KC7140 | 80 | 100 | 120 | mm/r | 0,04–0,06 | 0,05–0,08 | 0,06–0,10 | 0,09–0,15 | 0,11–0,18 | 0,13–0,25 | ||
| I | HP | KC7140 | |||||||||||||
| N | 1 | S | O | LP | KCU40 | 150 | 190 | 230 | mm/r | 0,06-0,08 | 0,06-0,10 | 0,08-0,12 | 0,10-0,16 | 0,12-0,021 | 0,14-0,024 |
| I | DS | KCU40 | |||||||||||||
| U | O | LP | KCU40 | 100 | 130 | 160 | mm/r | 0,05–0,07 | 0,06–0,08 | 0,07–0,10 | 0,05–0,10 | 0,06–0,013 | 0,08–0,016 | ||
| I | DS | KCU40 | |||||||||||||
| I | O | LP | KCU40 | 60 | 80 | 100 | mm/r | 0,05-0,07 | 0,06-0,08 | 0,07-0,10 | 0,05-0,10 | 0,06-0,013 | 0,08-0,014 | ||
| I | DS | KCU40 | |||||||||||||
| 2 | S | O | LP | KCU40 | 150 | 180 | 210 | mm/r | 0,06–0,08 | 0,06–0,10 | 0,08–0,12 | 0,10–0,16 | 0,12–0,021 | 0,14–0,024 | |
| I | DS | KCU40 | |||||||||||||
| U | O | LP | KCU40 | 100 | 130 | 160 | mm/r | 0,05-0,07 | 0,06-0,08 | 0,07-0,10 | 0,05-0,10 | 0,06-0,013 | 0,08-0,016 | ||
| I | DS | KCU40 | |||||||||||||
| I | O | LP | KCU40 | 60 | 80 | 100 | mm/r | 0,05–0,07 | 0,06–0,08 | 0,07–0,10 | 0,05–0,10 | 0,06–0,013 | 0,08–0,014 | ||
| I | DS | KCU40 | |||||||||||||
| 3 | S | O | LP | KCU40 | 150 | 190 | 230 | mm/r | 0,06-0,08 | 0,06-0,10 | 0,08-0,12 | 0,10-0,16 | 0,12-0,021 | 0,14-0,024 | |
| I | DS | KCU40 | |||||||||||||
| U | O | LP | KCU40 | 100 | 130 | 160 | mm/r | 0,05–0,07 | 0,06–0,08 | 0,07–0,10 | 0,05–0,10 | 0,06–0,013 | 0,08–0,016 | ||
| I | DS | KCU40 | |||||||||||||
| I | O | LP | KCU40 | 60 | 80 | 100 | mm/r | 0,05-0,07 | 0,06-0,08 | 0,07-0,10 | 0,05-0,10 | 0,06-0,013 | 0,08-0,014 | ||
| I | DS | KCU40 | |||||||||||||
| Metric | |||||||||||||||
| Cutting Speed | |||||||||||||||
| Range | Recommended Feed Rate (fz) by Diameter | ||||||||||||||
| Material | Condition | Pocket Seat | Geometry | Grade | Min | Starting Value | Max | Ø | SPGX05 DFTX2 14,00–17,49 | SPGX06 DFT03 17,50–21,99 | SPGX07 DFT05 22.00–25,99 | SPGX09 DFT05 26.00–32,99 | SPGX12 DFT06/..07 33,00–43,99 | SPGX15 DFT07/..09 44,00–55,00 | |
| K | 1 | S | O | FP | KCPK10 | 200 | 240 | 300 | mm/r | 0,07–0,12 | 0,10–0,16 | 0,12–0,20 | 0,16–0,28 | 0,18–0,32 | 0,20–0,34 |
| 1 | S | I | HP | KCU40 | 200 | 240 | 300 | mm/r | 0,07–0,12 | 0,10–0,16 | 0,12–0,20 | 0,16–0,28 | 0,18–0,32 | 0,20–0,34 | |
| 1 | U | O | FP | KCU25 | 120 | 155 | 200 | mm/r | 0,05–0,09 | 0,06–0,12 | 0,08–0,15 | 0,12–0,20 | 0,14–0,25 | 0,16–0,28 | |
| 1 | U | I | HP | KC7140 | 120 | 155 | 200 | mm/r | 0,05–0,09 | 0,06–0,12 | 0,08–0,15 | 0,12–0,20 | 0,14–0,25 | 0,16–0,28 | |
| 1 | I | O | FP | KC7140 | 80 | 100 | 125 | mm/r | 0,04–0,06 | 0,05–0,08 | 0,06–0,10 | 0,09–0,15 | 0,11–0,18 | 0,13–0,25 | |
| 1 | I | I | HP | KC7140 | 80 | 100 | 125 | mm/r | 0,04–0,06 | 0,05–0,08 | 0,06–0,10 | 0,09–0,15 | 0,11–0,18 | 0,13–0,25 | |
| 2 | S | O | FP | KCPK10 | 180 | 220 | 260 | mm/r | 0,07–0,12 | 0,10–0,16 | 0,12–0,20 | 0,16–0,28 | 0,18–0,32 | 0,20–0,34 | |
| 2 | S | I | HP | KCU40 | 180 | 220 | 260 | mm/r | 0,07–0,12 | 0,10–0,16 | 0,12–0,20 | 0,16–0,28 | 0,18–0,32 | 0,20–0,34 | |
| 2 | U | O | HP | KCU25 | 110 | 140 | 170 | mm/r | 0,05–0,09 | 0,06–0,12 | 0,08–0,15 | 0,12–0,20 | 0,14–0,25 | 0,16–0,28 | |
| 2 | U | I | HP | KC7140 | 110 | 140 | 170 | mm/r | 0,05–0,09 | 0,06–0,12 | 0,08–0,15 | 0,12–0,20 | 0,14–0,25 | 0,16–0,28 | |
| 2 | I | O | HP | KC7140 | 80 | 100 | 120 | mm/r | 0,04–0,06 | 0,05–0,08 | 0,06–0,10 | 0,09–0,15 | 0,11–0,18 | 0,13–0,25 | |
| 2 | I | I | HP | KC7140 | 80 | 100 | 120 | mm/r | 0,04–0,06 | 0,05–0,08 | 0,06–0,10 | 0,09–0,15 | 0,11–0,18 | 0,13–0,25 | |
| 3 | S | O | HP | KCPK10 | 180 | 220 | 260 | mm/r | 0,07–0,12 | 0,10–0,16 | 0,12–0,20 | 0,16–0,28 | 0,18–0,32 | 0,20–0,34 | |
| 3 | S | I | HP | KCU40 | 180 | 220 | 260 | mm/r | 0,07–0,12 | 0,10–0,16 | 0,12–0,20 | 0,16–0,28 | 0,18–0,32 | 0,20–0,34 | |
| 3 | U | O | HP | KCU25 | 110 | 140 | 170 | mm/r | 0,05–0,09 | 0,06–0,12 | 0,08–0,15 | 0,12–0,20 | 0,14–0,25 | 0,16–0,28 | |
| 3 | U | I | HP | KC7140 | 110 | 140 | 170 | mm/r | 0,05–0,09 | 0,06–0,12 | 0,08–0,15 | 0,12–0,20 | 0,14–0,25 | 0,16–0,28 | |
| 3 | I | O | HP | KC7140 | 80 | 100 | 120 | mm/r | 0,04–0,06 | 0,05–0,08 | 0,06–0,10 | 0,09–0,15 | 0,11–0,18 | 0,13–0,25 | |
| 3 | I | I | HP | KC7140 | 80 | 100 | 120 | mm/r | 0,04–0,06 | 0,05–0,08 | 0,06–0,10 | 0,09–0,15 | 0,11–0,18 | 0,13–0,25 | |
| Metric | |||||||||||||||
| Material | Condition | Pocket Seat | Geometry | Grade | Cutting Speed | Recommended Feed Rate (fz) by Diameter | |||||||||
| Range | |||||||||||||||
| Min | Starting Value | Max | Ø | SPGX05 DFTX2 14–17,49 | SPGX06 DFT03 17,5–21,99 | SPGX07 DFT05 22,00–25,99 | SPGX09 DFT05 26,00–32,99 | SPGX12 DFT06/..07 33,00–43,99 | SPGX15 DFT07/..09 44,00–55,00 | ||||||
| K | 1 | S | O | FP | KCPK10 | 200 | 240 | 300 | mm/r | 0,07–0,12 | 0,10–0,16 | 0,12–0,20 | 0,16–0,28 | 0,18–0,32 | 0,20–0,34 |
| I | HP | KCU40 | |||||||||||||
| U | O | FP | KCU25 | 120 | 155 | 200 | mm/r | 0,05–0,09 | 0,06–0,12 | 0,08–0,15 | 0,12–0,20 | 0,14–0,25 | 0,16–0,28 | ||
| I | HP | KC7140 | |||||||||||||
| I | O | FP | KC7140 | 80 | 100 | 125 | mm/r | 0,04–0,06 | 0,05–0,08 | 0,06–0,10 | 0,09–0,15 | 0,11–0,18 | 0,13–0,25 | ||
| I | HP | KC7140 | |||||||||||||
| 2 | S | O | FP | KCPK10 | 180 | 220 | 260 | mm/r | 0,07–0,12 | 0,10–0,16 | 0,12–0,20 | 0,16–0,28 | 0,18–0,32 | 0,20–0,34 | |
| I | HP | KCU40 | |||||||||||||
| U | O | HP | KCU25 | 110 | 140 | 170 | mm/r | 0,05–0,09 | 0,06–0,12 | 0,08–0,15 | 0,12–0,20 | 0,14–0,25 | 0,16–0,28 | ||
| I | HP | KC7140 | |||||||||||||
| I | O | HP | KC7140 | 80 | 100 | 120 | mm/r | 0,04–0,06 | 0,05–0,08 | 0,06–0,10 | 0,09–0,15 | 0,11–0,18 | 0,13–0,25 | ||
| I | HP | KC7140 | |||||||||||||
| 3 | S | O | HP | KCPK10 | 180 | 220 | 260 | mm/r | 0,07–0,12 | 0,10–0,16 | 0,12–0,20 | 0,16–0,28 | 0,18–0,32 | 0,20–0,34 | |
| I | HP | KCU40 | |||||||||||||
| U | O | HP | KCU25 | 110 | 140 | 170 | mm/r | 0,05–0,09 | 0,06–0,12 | 0,08–0,15 | 0,12–0,20 | 0,14–0,25 | 0,16–0,28 | ||
| I | HP | KC7140 | |||||||||||||
| I | O | HP | KC7140 | 80 | 100 | 120 | mm/r | 0,04–0,06 | 0,05–0,08 | 0,06–0,10 | 0,09–0,15 | 0,11–0,18 | 0,13–0,25 | ||
| I | HP | KC7140 | |||||||||||||
| N | 1 | S | O | LP | KCU40 | 150 | 190 | 230 | mm/r | 0,06–0,08 | 0,06–0,10 | 0,08–0,12 | 0,10–0,16 | 0,12–0,021 | 0,14–0,024 |
| I | DS | KCU40 | |||||||||||||
| U | O | LP | KCU40 | 100 | 130 | 160 | mm/r | 0,05–0,07 | 0,06–0,08 | 0,07–0,10 | 0,05–0,10 | 0,06–0,013 | 0,08–0,016 | ||
| I | DS | KCU40 | |||||||||||||
| I | O | LP | KCU40 | 60 | 80 | 100 | mm/r | 0,05–0,07 | 0,06–0,08 | 0,07–0,10 | 0,05–0,10 | 0,06–0,013 | 0,08–0,014 | ||
| I | DS | KCU40 | |||||||||||||
| 2 | S | O | LP | KCU40 | 150 | 180 | 210 | mm/r | 0,06–0,08 | 0,06–0,10 | 0,08–0,12 | 0,10–0,16 | 0,12–0,021 | 0,14–0,024 | |
| I | DS | KCU40 | |||||||||||||
| U | O | LP | KCU40 | 100 | 130 | 160 | mm/r | 0,05–0,07 | 0,06–0,08 | 0,07–0,10 | 0,05–0,10 | 0,06–0,013 | 0,08–0,016 | ||
| I | DS | KCU40 | |||||||||||||
| I | O | LP | KCU40 | 60 | 80 | 100 | mm/r | 0,05–0,07 | 0,06–0,08 | 0,07–0,10 | 0,05–0,10 | 0,06–0,013 | 0,08–0,014 | ||
| I | DS | KCU40 | |||||||||||||
| 3 | S | O | LP | KCU40 | 150 | 190 | 230 | mm/r | 0,06–0,08 | 0,06–0,10 | 0,08–0,12 | 0,10–0,16 | 0,12–0,021 | 0,14–0,024 | |
| I | DS | KCU40 | |||||||||||||
| U | O | LP | KCU40 | 100 | 130 | 160 | mm/r | 0,05–0,07 | 0,06–0,08 | 0,07–0,10 | 0,05–0,10 | 0,06–0,013 | 0,08–0,016 | ||
| I | DS | KCU40 | |||||||||||||
| I | O | LP | KCU40 | 60 | 80 | 100 | mm/r | 0,05–0,07 | 0,06–0,08 | 0,07–0,10 | 0,05–0,10 | 0,06–0,013 | 0,08–0,014 | ||
| I | DS | KCU40 | |||||||||||||
| Metric | |||||||||||||||
| Cutting Speed | |||||||||||||||
| Range | Recommended Feed Rate (fz) by Diameter | ||||||||||||||
| Material | Condition | Pocket Seat | Geometry | Grade | Min | Starting Value | Max | Ø | SPGX05 DFTX2 14,00–17,49 | SPGX06 DFT03 17,50–21,99 | SPGX07 DFT05 22.00–25,99 | SPGX09 DFT05 26.00–32,99 | SPGX12 DFT06/..07 33,00–43,99 | SPGX15 DFT07/..09 44,00–55,00 | |
| N | 1 | S | O | HP | KCPK10 | 350 | 500 | 650 | mm/r | 0,07–0,12 | 0,10–0,16 | 0,12–0,20 | 0,16–0,28 | 0,18–0,32 | 0,20–0,34 |
| 1 | S | I | HP | KMF | 350 | 500 | 650 | mm/r | 0,07–0,12 | 0,10–0,16 | 0,12–0,20 | 0,16–0,28 | 0,18–0,32 | 0,20–0,34 | |
| 1 | U | O | HP | KCU40 | 300 | 400 | 500 | mm/r | 0,05–0,09 | 0,06–0,12 | 0,08–0,15 | 0,12–0,20 | 0,14–0,25 | 0,16–0,28 | |
| 1 | U | I | HP | KMF | 300 | 400 | 500 | mm/r | 0,05–0,09 | 0,06–0,12 | 0,08–0,15 | 0,12–0,20 | 0,14–0,25 | 0,16–0,28 | |
| 1 | I | O | HP | KCU40 | 200 | 300 | 400 | mm/r | 0,04–0,06 | 0,05–0,08 | 0,06–0,10 | 0,09–0,15 | 0,11–0,18 | 0,13–0,25 | |
| 1 | I | I | HP | KMF | 200 | 300 | 400 | mm/r | 0,04–0,06 | 0,05–0,08 | 0,06–0,10 | 0,09–0,15 | 0,11–0,18 | 0,13–0,25 | |
| 2 | S | O | HP | KCPK10 | 300 | 400 | 500 | mm/r | 0,07–0,12 | 0,10–0,16 | 0,12–0,20 | 0,16–0,28 | 0,18–0,32 | 0,20–0,34 | |
| 2 | S | I | HP | KMF | 300 | 400 | 500 | mm/r | 0,07–0,12 | 0,10–0,16 | 0,12–0,20 | 0,16–0,28 | 0,18–0,32 | 0,20–0,34 | |
| 2 | U | O | HP | KCU40 | 250 | 350 | 450 | mm/r | 0,05–0,09 | 0,06–0,12 | 0,08–0,15 | 0,12–0,20 | 0,14–0,25 | 0,16–0,28 | |
| 2 | U | I | HP | KMF | 250 | 350 | 450 | mm/r | 0,05–0,09 | 0,06–0,12 | 0,08–0,15 | 0,12–0,20 | 0,14–0,25 | 0,16–0,28 | |
| 2 | I | O | HP | KCU40 | 175 | 250 | 325 | mm/r | 0,04–0,06 | 0,05–0,08 | 0,06–0,10 | 0,09–0,15 | 0,11–0,18 | 0,13–0,25 | |
| 2 | I | I | HP | KMF | 175 | 250 | 325 | mm/r | 0,04–0,06 | 0,05–0,08 | 0,06–0,10 | 0,09–0,15 | 0,11–0,18 | 0,13–0,25 | |
| 3 | S | O | HP | KCPK10 | 300 | 400 | 500 | mm/r | 0,07–0,12 | 0,10–0,16 | 0,12–0,20 | 0,16–0,28 | 0,18–0,32 | 0,20–0,34 | |
| 3 | S | I | HP | KMF | 300 | 400 | 500 | mm/r | 0,07–0,12 | 0,10–0,16 | 0,12–0,20 | 0,16–0,28 | 0,18–0,32 | 0,20–0,34 | |
| 3 | U | O | HP | KCU40 | 250 | 350 | 450 | mm/r | 0,05–0,09 | 0,06–0,12 | 0,08–0,15 | 0,12–0,20 | 0,14–0,25 | 0,16–0,28 | |
| 3 | U | I | HP | KMF | 250 | 350 | 450 | mm/r | 0,05–0,09 | 0,06–0,12 | 0,08–0,15 | 0,12–0,20 | 0,14–0,25 | 0,16–0,28 | |
| 3 | I | O | HP | KCU40 | 150 | 250 | 350 | mm/r | 0,04–0,06 | 0,05–0,08 | 0,06–0,10 | 0,09–0,15 | 0,11–0,18 | 0,13–0,25 | |
| 3 | I | I | HP | KMF | 150 | 250 | 350 | mm/r | 0,04–0,06 | 0,05–0,08 | 0,06–0,10 | 0,09–0,15 | 0,11–0,18 | 0,13–0,25 | |
| 4 | S | O | HP | KCU25 | 300 | 400 | 500 | mm/r | 0,07–0,12 | 0,10–0,16 | 0,12–0,20 | 0,16–0,28 | 0,18–0,32 | 0,20–0,34 | |
| 4 | S | I | HP | KC7140 | 300 | 400 | 500 | mm/r | 0,07–0,12 | 0,10–0,16 | 0,12–0,20 | 0,16–0,28 | 0,18–0,32 | 0,20–0,34 | |
| 4 | U | O | HP | KCU40 | 250 | 350 | 450 | mm/r | 0,05–0,09 | 0,06–0,12 | 0,08–0,15 | 0,12–0,20 | 0,14–0,25 | 0,16–0,28 | |
| 4 | U | I | HP | KC7140 | 250 | 350 | 450 | mm/r | 0,05–0,09 | 0,06–0,12 | 0,08–0,15 | 0,12–0,20 | 0,14–0,25 | 0,16–0,28 | |
| 4 | I | O | HP | KCU40 | 200 | 300 | 400 | mm/r | 0,04–0,06 | 0,05–0,08 | 0,06–0,10 | 0,09–0,15 | 0,11–0,18 | 0,13–0,25 | |
| 4 | I | I | HP | KC7140 | 200 | 300 | 400 | mm/r | 0,04–0,06 | 0,05–0,08 | 0,06–0,10 | 0,09–0,15 | 0,11–0,18 | 0,13–0,25 | |
| 5 | S | O | HP | KCU40 | 400 | 450 | 500 | mm/r | 0,07–0,12 | 0,10–0,16 | 0,12–0,20 | 0,16–0,28 | 0,18–0,32 | 0,20–0,34 | |
| 5 | S | I | HP | KMF | 400 | 450 | 500 | mm/r | 0,07–0,12 | 0,10–0,16 | 0,12–0,20 | 0,16–0,28 | 0,18–0,32 | 0,20–0,34 | |
| 5 | U | O | HP | KCU40 | 250 | 350 | 450 | mm/r | 0,05–0,09 | 0,06–0,12 | 0,08–0,15 | 0,12–0,20 | 0,14–0,25 | 0,16–0,28 | |
| 5 | U | I | HP | KMF | 250 | 350 | 450 | mm/r | 0,05–0,09 | 0,06–0,12 | 0,08–0,15 | 0,12–0,20 | 0,14–0,25 | 0,16–0,28 | |
| 5 | I | O | HP | KCU40 | 200 | 300 | 400 | mm/r | 0,04–0,06 | 0,05–0,08 | 0,06–0,10 | 0,09–0,15 | 0,11–0,18 | 0,13–0,25 | |
| 5 | I | I | HP | KMF | 200 | 300 | 400 | mm/r | 0,04–0,06 | 0,05–0,08 | 0,06–0,10 | 0,09–0,15 | 0,11–0,18 | 0,13–0,25 | |
| Metric | |||||||||||||||
| Material | Condition | Pocket Seat | Geometry | Grade | Cutting Speed | Recommended Feed Rate (fz) by Diameter | |||||||||
| Range | |||||||||||||||
| Min | Starting Value | Max | Ø | SPGX05 DFTX2 14–17,49 | SPGX06 DFT03 17,5–21,99 | SPGX07 DFT05 22,00–25,99 | SPGX09 DFT05 26,00–32,99 | SPGX12 DFT06/..07 33,00–43,99 | SPGX15 DFT07/..09 44,00–55,00 | ||||||
| S | 1 | S | O | HP | KCU40 | 60 | 70 | 75 | mm/r | 0,03–0,06 | 0,04–0,08 | 0,05–0,10 | 0,08–0,12 | 0,10–0,15 | 0,12–0,18 |
| I | MD | KC7140 | |||||||||||||
| U | O | HP | KCU40 | 40 | 50 | 60 | mm/r | 0,02–0,03 | 0,02–0,04 | 0,03–0,05 | 0,04–0,06 | 0,05–0,08 | 0,06–0,10 | ||
| I | MD | KC7140 | |||||||||||||
| I | O | HP | KCU40 | 25 | 30 | 40 | mm/r | 0,02–0,03 | 0,02–0,04 | 0,03–0,05 | 0,04–0,06 | 0,05–0,08 | 0,06–0,10 | ||
| I | MD | KC7140 | |||||||||||||
| 2 | S | O | HP | KCU40 | 50 | 60 | 70 | mm/r | 0,03–0,06 | 0,04–0,08 | 0,05–0,10 | 0,08–0,12 | 0,10–0,15 | 0,12–0,18 | |
| I | MD | KC7140 | |||||||||||||
| U | O | HP | KCU40 | 30 | 40 | 50 | mm/r | 0,02–0,03 | 0,02–0,04 | 0,03–0,05 | 0,04–0,06 | 0,05–0,08 | 0,06–0,10 | ||
| I | MD | KC7140 | |||||||||||||
| I | O | HP | KCU40 | 25 | 30 | 40 | mm/r | 0,02–0,03 | 0,02–0,04 | 0,03–0,05 | 0,04–0,06 | 0,05–0,08 | 0,06–0,10 | ||
| I | MD | KC7140 | |||||||||||||
| 3 | S | O | HP | KCU40 | 70 | 80 | 90 | mm/r | 0,03–0,06 | 0,04–0,08 | 0,05–0,10 | 0,08–0,12 | 0,10–0,15 | 0,12–0,18 | |
| I | MD | KC7140 | |||||||||||||
| U | O | HP | KCU40 | 50 | 60 | 70 | mm/r | 0,02–0,03 | 0,02–0,04 | 0,03–0,05 | 0,04–0,06 | 0,05–0,08 | 0,06–0,10 | ||
| I | MD | KC7140 | |||||||||||||
| I | O | HP | KCU40 | 30 | 40 | 50 | mm/r | 0,02–0,03 | 0,02–0,04 | 0,03–0,05 | 0,04–0,06 | 0,05–0,08 | 0,06–0,10 | ||
| I | MD | KC7140 | |||||||||||||
| 4 | S | O | HP | KCU40 | 70 | 80 | 90 | mm/r | 0,03–0,06 | 0,04–0,08 | 0,05–0,10 | 0,08–0,12 | 0,10–0,15 | 0,12–0,18 | |
| I | MD | KC7140 | |||||||||||||
| U | O | HP | KCU40 | 50 | 60 | 70 | mm/r | 0,02–0,03 | 0,02–0,04 | 0,03–0,05 | 0,04–0,06 | 0,05–0,08 | 0,06–0,10 | ||
| I | MD | KC7140 | |||||||||||||
| I | O | HP | KCU40 | 30 | 40 | 50 | mm/r | 0,02–0,03 | 0,02–0,04 | 0,03–0,05 | 0,04–0,06 | 0,05–0,08 | 0,06–0,10 | ||
| I | MD | KC7140 | |||||||||||||
| Metric | |||||||||||||||
| Cutting Speed | |||||||||||||||
| Range | Recommended Feed Rate (fz) by Diameter | ||||||||||||||
| Material | Condition | Pocket Seat | Geometry | Grade | Min | Starting Value | Max | Ø | SPGX05 DFTX2 14,00–17,49 | SPGX06 DFT03 17,50–21,99 | SPGX07 DFT05 22.00–25,99 | SPGX09 DFT05 26.00–32,99 | SPGX12 DFT06/..07 33,00–43,99 | SPGX15 DFT07/..09 44,00–55,00 | |
| S | 1 | S | O | HP | KCU40 | 60 | 70 | 75 | mm/r | 0,03–0,06 | 0,04–0,08 | 0,05–0,10 | 0,08–0,12 | 0,10–0,15 | 0,12–0,18 |
| 1 | S | I | MD | KC7140 | 60 | 70 | 75 | mm/r | 0,03–0,06 | 0,04–0,08 | 0,05–0,10 | 0,08–0,12 | 0,10–0,15 | 0,12–0,18 | |
| 1 | U | O | HP | KCU40 | 40 | 50 | 60 | mm/r | 0,02–0,03 | 0,02–0,04 | 0,03–0,05 | 0,04–0,06 | 0,05–0,08 | 0,06–0,10 | |
| 1 | U | I | MD | KC7140 | 40 | 50 | 60 | mm/r | 0,02–0,03 | 0,02–0,04 | 0,03–0,05 | 0,04–0,06 | 0,05–0,08 | 0,06–0,10 | |
| 1 | I | O | HP | KCU40 | 25 | 30 | 40 | mm/r | 0,02–0,03 | 0,02–0,04 | 0,03–0,05 | 0,04–0,06 | 0,05–0,08 | 0,06–0,10 | |
| 1 | I | I | MD | KC7140 | 25 | 30 | 40 | mm/r | 0,02–0,03 | 0,02–0,04 | 0,03–0,05 | 0,04–0,06 | 0,05–0,08 | 0,06–0,10 | |
| 2 | S | O | HP | KCU40 | 50 | 60 | 70 | mm/r | 0,03–0,06 | 0,04–0,08 | 0,05–0,10 | 0,08–0,12 | 0,10–0,15 | 0,12–0,18 | |
| 2 | S | I | MD | KC7140 | 50 | 60 | 70 | mm/r | 0,03–0,06 | 0,04–0,08 | 0,05–0,10 | 0,08–0,12 | 0,10–0,15 | 0,12–0,18 | |
| 2 | U | O | HP | KCU40 | 30 | 40 | 50 | mm/r | 0,02–0,03 | 0,02–0,04 | 0,03–0,05 | 0,04–0,06 | 0,05–0,08 | 0,06–0,10 | |
| 2 | U | I | MD | KC7140 | 30 | 40 | 50 | mm/r | 0,02–0,03 | 0,02–0,04 | 0,03–0,05 | 0,04–0,06 | 0,05–0,08 | 0,06–0,10 | |
| 2 | I | O | HP | KCU40 | 25 | 30 | 40 | mm/r | 0,02–0,03 | 0,02–0,04 | 0,03–0,05 | 0,04–0,06 | 0,05–0,08 | 0,06–0,10 | |
| 2 | I | I | MD | KC7140 | 25 | 30 | 40 | mm/r | 0,02–0,03 | 0,02–0,04 | 0,03–0,05 | 0,04–0,06 | 0,05–0,08 | 0,06–0,10 | |
| 3 | S | O | HP | KCU40 | 70 | 80 | 90 | mm/r | 0,03–0,06 | 0,04–0,08 | 0,05–0,10 | 0,08–0,12 | 0,10–0,15 | 0,12–0,18 | |
| 3 | S | I | MD | KC7140 | 70 | 80 | 90 | mm/r | 0,03–0,06 | 0,04–0,08 | 0,05–0,10 | 0,08–0,12 | 0,10–0,15 | 0,12–0,18 | |
| 3 | U | O | HP | KCU40 | 50 | 60 | 70 | mm/r | 0,02–0,03 | 0,02–0,04 | 0,03–0,05 | 0,04–0,06 | 0,05–0,08 | 0,06–0,10 | |
| 3 | U | I | MD | KC7140 | 50 | 60 | 70 | mm/r | 0,02–0,03 | 0,02–0,04 | 0,03–0,05 | 0,04–0,06 | 0,05–0,08 | 0,06–0,10 | |
| 3 | I | O | HP | KCU40 | 30 | 40 | 50 | mm/r | 0,02–0,03 | 0,02–0,04 | 0,03–0,05 | 0,04–0,06 | 0,05–0,08 | 0,06–0,10 | |
| 3 | I | I | MD | KC7140 | 30 | 40 | 50 | mm/r | 0,02–0,03 | 0,02–0,04 | 0,03–0,05 | 0,04–0,06 | 0,05–0,08 | 0,06–0,10 | |
| 4 | S | O | HP | KCU40 | 70 | 80 | 90 | mm/r | 0,03–0,06 | 0,04–0,08 | 0,05–0,10 | 0,08–0,12 | 0,10–0,15 | 0,12–0,18 | |
| 4 | S | I | MD | KC7140 | 70 | 80 | 90 | mm/r | 0,03–0,06 | 0,04–0,08 | 0,05–0,10 | 0,08–0,12 | 0,10–0,15 | 0,12–0,18 | |
| 4 | U | O | HP | KCU40 | 50 | 60 | 70 | mm/r | 0,02–0,03 | 0,02–0,04 | 0,03–0,05 | 0,04–0,06 | 0,05–0,08 | 0,06–0,10 | |
| 4 | U | I | MD | KC7140 | 50 | 60 | 70 | mm/r | 0,02–0,03 | 0,02–0,04 | 0,03–0,05 | 0,04–0,06 | 0,05–0,08 | 0,06–0,10 | |
| 4 | I | O | HP | KCU40 | 30 | 40 | 50 | mm/r | 0,02–0,03 | 0,02–0,04 | 0,03–0,05 | 0,04–0,06 | 0,05–0,08 | 0,06–0,10 | |
| 4 | I | I | MD | KC7140 | 30 | 40 | 50 | mm/r | 0,02–0,03 | 0,02–0,04 | 0,03–0,05 | 0,04–0,06 | 0,05–0,08 | 0,06–0,10 | |
I have read and accepted the Terms & Conditions of use



ISO Catalog Number
ANSI Catalog Number
to find similar products.Please select a file to download
Models
Product data
. Please enter the desired qty for the material(s) you want to include in your promotion or Proceed Without Promotion and only your base materials will be added to the cart.
Minimum quantity should be
| SAP Material Number | ISO Catalog Number | Grade |
|---|
You are about to leave the Solution building process.
Are you sure you want to leave?