Getting Modular with Flat Bottom Drilling
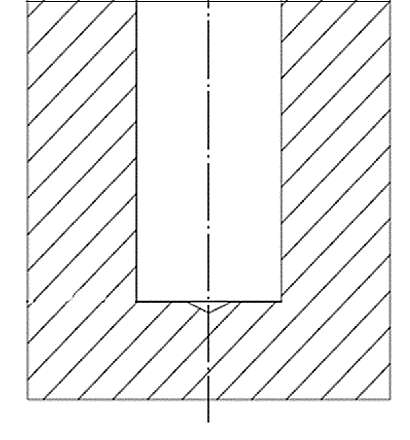
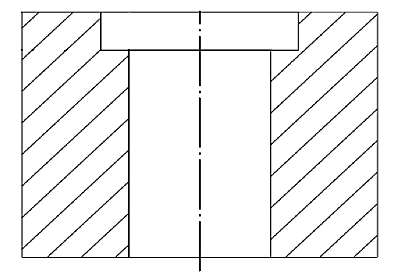
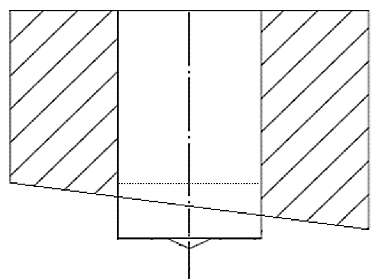
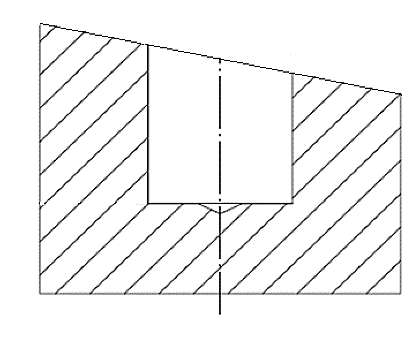
The best solution of all is a modular flat bottom drill, something that wasn't around when machinists began grinding their own tools. They are now, however, and one of the best examples of this is Kennametal’s KTFS-series drill with FEG geometry. In holes up to 12xD, there's no need for a pilot hole, nor is one needed on angled surfaces up to 5xD. Countersinks, intersecting holes, angled breakouts, stacked plates—all are easily produced with an FEG-style modular flat bottom drill, and all will benefit from superior hole straightness, improved tool life, and greater productivity.
Kennametal isn’t the only flat bottom drill supplier around, but we’re pretty sure we’re the best. So while you now know how to grind a flat bottom drill and are armed with some sound application tips, we encourage you to give these more modern solutions a try, no matter whose logo is on the box. It’s time to flatten the drilling curve.