
B284_HP(~3 x D) • D 섕크 • HPS Beyond™ 드릴
HPS Beyond™ 드릴 • 알루미늄 • 내부 쿨런트
특징 및 장점
- MQL 적용 알루미늄 가공용 HPS Beyond™ 드릴
- 고품질 폴리싱 처리된 표면이 MQL 쿨런트 적용 시에도 탁월한 칩 배출을 보장하고 구성인선을 방지하는 소재 특정 SC 드릴
- 날카로운 절삭날로 알루미늄 및 기타 비철 소재에서 공구 수명 연장
- HP 포인트가 점진적인 경사각으로 고이송 지원
- 확대된 플루트 디자인을 통해 빠른 칩 배출 및 높은 소재 제거율 지원
- DIN 69090-3(MQL에 적합한 라운드 원통형)에 따른 백엔드의 확대된 챔퍼로 누출 없이 최적의 쿨런트 유량 보장
사용 및 응용 분야
Drilling: Stacked Plates
드릴링
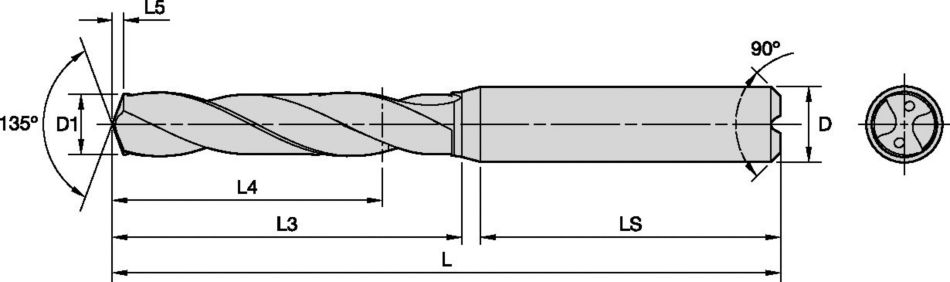
공구 치수: 2플루트/2마진/쿨런트
DIN 번호 6535
DIN 번호 6537
드릴링 — 내부 쿨런트
내부 쿨런트: MQL(최소윤활가공): 드릴링
섕크 — 원통형 일반 ≤h6
헬릭스각: 30°
DIN Numbers: ER Collet
 <="" td="">
<="" td=""> <="" td="">
<="" td=""> <="" td="" />
<="" td="" />