환영합니다
기본 설정을 확인해 주십시오
기본 설정 업데이트
제품 제안
Product Family suggestions
솔루션 수정
솔루션 추가
솔루션 이름: {{SolutionName}}- 제품
- /
- 파일럿 드릴 • B505Z • K10 • A 섕크 • 쿨런트 미사용 NC 스폿 드릴
Sending to SolidCAM in progress...
Downloaded file will be available after import in the SolidCAM tool library.

파일럿 드릴 • B505Z • K10 • A 섕크 • 쿨런트 미사용 NC 스폿 드릴
NC 스폿 드릴 • 쿨런트 미사용
특징 및 장점
- 내부 쿨런트가 없는 NC 스폿 드릴
- 전체 드릴 사이클 전에 스폿 드릴링을 수행하여 향상된 홀 포지셔닝을 보장하는 애플리케이션 특정 SC 드릴
- 랜드 또는 바디 릴리프가 없고 플루트 길이가 짧으며 스폿 작업 전용으로 설계
- HSS 드릴의 스폿 작업을 위한 90° 지원
사용 및 응용 분야
드릴링: 볼록면
| Tolerance • Metric | ||
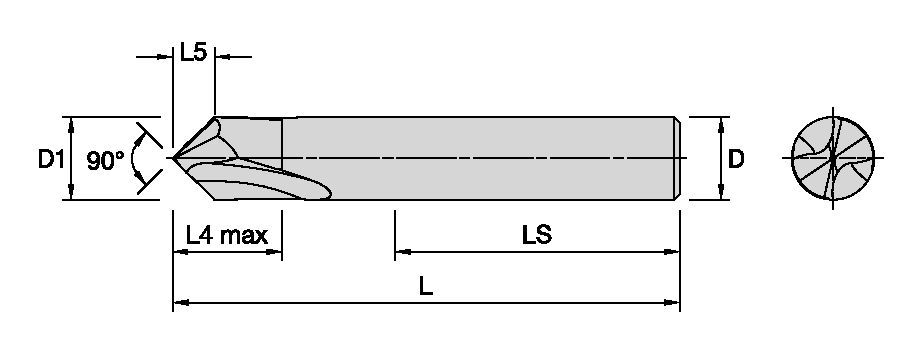
| D1 | tolerance h8 + / - | tolerance h6 + / - |
|
|
0,000/-0,018 | 0,000/-0,008 |
|
|
0,000/-0,022 | 0,000/-0,009 |
|
|
0,000/-0,027 | 0,000/-0,011 |
| Tolerance • Inch | ||
| D1 | tolerance h8 + / - | tolerance h6 + / - |
|
|
.0000/-.0007 | .0000/-.0003 |
|
|
.0000/-.0009 | .0000/-.0004 |
|
|
.0000/-.0011 | .0000/-.0004 |
쿨런트 미사용 스폿 드릴 • B50_ 시리즈 • K10 재종 • 건식 및 외부 쿨런트 • 드릴 직경 3–20mm • Metric
| Material
|
 <="" td=""> <="" td=""> |  <="" td="" /> <="" td="" /> |
|||||||||||
| Cutting Speed
|
Metric | ||||||||||||
| Range
|
Recommended Feed Rate (f) by Diameter | ||||||||||||
| Min | Starting Value | Max | 3,0 | 4,0 | 6,0 | 8,0 | 10,0 | 12,0 | 16,0 | 20,0 | |||
| P | 0 | 50 | 65 | 100 | mm/r | 0,05–0,10 | 0,06–0,12 | 0,08–0,14 | 0,10–0,16 | 0,12–0,18 | 0,14–0,20 | 0,16–0,24 | 0,18–0,28 |
| 1 | 40 | 55 | 80 | mm/r | 0,05–0,10 | 0,06–0,12 | 0,08–0,14 | 0,10–0,16 | 0,12–0,18 | 0,14–0,20 | 0,16–0,24 | 0,18–0,28 | |
| 2 | 40 | 55 | 80 | mm/r | 0,05–0,10 | 0,06–0,12 | 0,08–0,14 | 0,10–0,16 | 0,12–0,18 | 0,14–0,20 | 0,16–0,24 | 0,18–0,28 | |
| 3 | 40 | 55 | 80 | mm/r | 0,05–0,10 | 0,06–0,12 | 0,08–0,14 | 0,10–0,16 | 0,12–0,18 | 0,14–0,20 | 0,16–0,24 | 0,18–0,28 | |
| 4 | 40 | 55 | 80 | mm/r | 0,05–0,08 | 0,05–0,10 | 0,06–0,12 | 0,08–0,14 | 0,10–0,16 | 0,12–0,18 | 0,14–0,22 | 0,16–0,24 | |
| 5 | 30 | 40 | 60 | mm/r | 0,03–0,05 | 0,03–0,06 | 0,04–0,08 | 0,06–0,10 | 0,08–0,12 | 0,10–0,14 | 0,12–0,18 | 0,14–0,20 | |
| 6 | 30 | 40 | 60 | mm/r | 0,03–0,05 | 0,03–0,06 | 0,04–0,08 | 0,06–0,10 | 0,08–0,12 | 0,10–0,14 | 0,12–0,18 | 0,14–0,20 | |
| M | 1 | 30 | 35 | 50 | mm/r | 0,04–0,07 | 0,05–0,09 | 0,06–0,11 | 0,80–0,13 | 0,09–0,15 | 0,10–0,17 | 0,11–0,20 | 0,12–0,23 |
| 2 | 30 | 40 | 50 | mm/r | 0,03–0,05 | 0,04–0,08 | 0,05–0,09 | 0,06–0,10 | 0,07–0,12 | 0,08–0,14 | 0,09–0,17 | 0,10–0,20 | |
| 3 | 25 | 30 | 40 | mm/r | 0,03–0,05 | 0,04–0,08 | 0,05–0,09 | 0,06–0,10 | 0,07–0,12 | 0,08–0,14 | 0,09–0,17 | 0,10–0,20 | |
| K | 1 | 60 | 90 | 120 | mm/r | 0,06–0,12 | 0,08–0,14 | 0,10–0,16 | 0,12–0,18 | 0,14–0,20 | 0,16–0,22 | 0,18–0,26 | 0,20–0,30 |
| 2 | 60 | 80 | 100 | mm/r | 0,06–0,12 | 0,08–0,14 | 0,10–0,16 | 0,12–0,18 | 0,14–0,20 | 0,16–0,22 | 0,18–0,26 | 0,20–0,30 | |
| 3 | 60 | 90 | 120 | mm/r | 0,06–0,12 | 0,08–0,14 | 0,10–0,16 | 0,12–0,18 | 0,14–0,20 | 0,16–0,22 | 0,18–0,26 | 0,20–0,30 | |
| N | 1 | 90 | 230 | 270 | mm/r | 0,06–0,13 | 0,08–0,15 | 0,10–0,18 | 0,12–0,25 | 0,15–0,28 | 0,18–0,32 | 0,20–0,34 | 0,22–0,38 |
| 2 | 90 | 220 | 270 | mm/r | 0,06–0,13 | 0,08–0,15 | 0,10–0,18 | 0,12–0,25 | 0,15–0,28 | 0,18–0,32 | 0,20–0,34 | 0,22–0,38 | |
| 3 | 90 | 180 | 225 | mm/r | 0,06–0,13 | 0,08–0,15 | 0,10–0,18 | 0,12–0,25 | 0,15–0,28 | 0,18–0,32 | 0,20–0,34 | 0,22–0,38 | |
| 4 | 90 | 130 | 270 | mm/r | 0,06–0,13 | 0,08–0,15 | 0,10–0,18 | 0,12–0,25 | 0,15–0,28 | 0,18–0,32 | 0,20–0,34 | 0,22–0,38 | |
| S | 1 | 20 | 25 | 30 | mm/r | 0,03–0,05 | 0,04–0,07 | 0,05–0,09 | 0,06–0,10 | 0,07–0,11 | 0,08–0,13 | 0,09–0,16 | 0,10–0,20 |
| 2 | 10 | 20 | 30 | mm/r | 0,03–0,05 | 0,04–0,07 | 0,05–0,09 | 0,06–0,10 | 0,07–0,11 | 0,08–0,13 | 0,09–0,16 | 0,10–0,20 | |
| 3 | 20 | 25 | 40 | mm/r | 0,03–0,05 | 0,04–0,07 | 0,05–0,09 | 0,06–0,10 | 0,07–0,11 | 0,08–0,13 | 0,09–0,16 | 0,10–0,20 | |
| 4 | 20 | 25 | 50 | mm/r | 0,03–0,05 | 0,04–0,07 | 0,05–0,09 | 0,06–0,10 | 0,07–0,11 | 0,08–0,13 | 0,09–0,16 | 0,10–0,20 | |
| Material
|
<="" td=""> | <="" td="" /> |
|||||||||||
| Material
|
Cutting Speed
|
Inch | |||||||||||
| Range
|
Recommended Feed Rate (f) by Diameter | ||||||||||||
| Min | Starting Value | Max | 1/8 .125 | 3/16 .188 | 1/4 .250 | 5/16 .313 | 3/8 .375 | 1/2 .500 | 5/8 .625 | 3/4 .750 | |||
| P | 0 | 160 | 210 | 330 | IPR | .002–.004 | .002–.005 | .003–.006 | .004–.006 | .005–.007 | .006–.008 | .006–.009 | .007–.011 |
| 1 | 130 | 180 | 260 | IPR | .002–.004 | .002–.005 | .003–.006 | .004–.006 | .005–.007 | .006–.008 | .006–.009 | .007–.011 | |
| 2 | 130 | 180 | 260 | IPR | .002–.004 | .002–.005 | .003–.006 | .004–.006 | .005–.007 | .006–.008 | .006–.009 | .007–.011 | |
| 3 | 130 | 180 | 260 | IPR | .002–.004 | .002–.005 | .003–.006 | .004–.006 | .005–.007 | .006–.008 | .006–.009 | .007–.011 | |
| 4 | 130 | 180 | 260 | IPR | .002–.003 | .002–.004 | .002–.005 | .003–.006 | .004–.006 | .005–.007 | .006–.009 | .006–.009 | |
| 5 | 100 | 130 | 200 | IPR | .001–.002 | .001–.002 | .002–.003 | .002–.004 | .003–.005 | .004–.006 | .005–.007 | .006–.008 | |
| 6 | 100 | 130 | 200 | IPR | .001–.002 | .001–.002 | .002–.003 | .002–.004 | .003–.005 | .004–.006 | .005–.007 | .006–.008 | |
| M | 1 | 100 | 110 | 160 | IPR | .002–.003 | .002–.004 | .002–.004 | .032–.005 | .004–.006 | .004–.007 | .004–.008 | .005–.009 |
| 2 | 100 | 130 | 160 | IPR | .001–.002 | .002–.003 | .002–.004 | .002–.004 | .003–.005 | .003–.006 | .004–.007 | .004–.008 | |
| 3 | 80 | 100 | 130 | IPR | .001–.002 | .002–.003 | .002–.004 | .002–.004 | .003–.005 | .003–.006 | .004–.007 | .004–.008 | |
| K | 1 | 200 | 300 | 390 | IPR | .002–.005 | .003–.006 | .004–.006 | .005–.007 | .006–.008 | .006–.009 | .007–.010 | .008–.012 |
| 2 | 200 | 260 | 330 | IPR | .002–.005 | .003–.006 | .004–.006 | .005–.007 | .006–.008 | .006–.009 | .007–.010 | .008–.012 | |
| 3 | 200 | 300 | 390 | IPR | .002–.005 | .003–.006 | .004–.006 | .005–.007 | .006–.008 | .006–.009 | .007–.010 | .008–.012 | |
| N | 1 | 300 | 750 | 890 | IPR | .002–.005 | .003–.006 | .004–.007 | .005–.010 | .006–.011 | .007–.013 | .008–.013 | .009–.015 |
| 2 | 300 | 720 | 890 | IPR | .002–.005 | .003–.006 | .004–.007 | .005–.010 | .006–.011 | .007–.013 | .008–.013 | .009–.015 | |
| 3 | 300 | 590 | 740 | IPR | .002–.005 | .003–.006 | .004–.007 | .005–.010 | .006–.011 | .007–.013 | .008–.013 | .009–.015 | |
| 4 | 300 | 430 | 890 | IPR | .002–.005 | .003–.006 | .004–.007 | .005–.010 | .006–.011 | .007–.013 | .008–.013 | .009–.015 | |
| S | 1 | 70 | 80 | 100 | IPR | .001–.002 | .002–.003 | .002–.004 | .002–.004 | .003–.004 | .003–.005 | .004–.006 | .004–.008 |
| 2 | 30 | 70 | 100 | IPR | .001–.002 | .002–.003 | .002–.004 | .002–.004 | .003–.004 | .003–.005 | .004–.006 | .004–.008 | |
| 3 | 70 | 80 | 130 | IPR | .001–.002 | .002–.003 | .002–.004 | .002–.004 | .003–.004 | .003–.005 | .004–.006 | .004–.008 | |
| 4 | 70 | 80 | 160 | IPR | .001–.002 | .002–.003 | .002–.004 | .002–.004 | .003–.004 | .003–.005 | .004–.006 | .004–.008 | |
| <="" td=""> | <="" td="" /> |
||||||||||||
| Cutting Speed
|
Metric | ||||||||||||
| Range
|
Recommended Feed Rate (f) by Diameter | ||||||||||||
| Material
|
Min | Starting Value | Max | 3,0 | 4,0 | 6,0 | 8,0 | 10,0 | 12,0 | 16,0 | 20,0 | ||
| P | 0 | 50 | 65 | 100 | mm/dev | 0,05–0,10 | 0,06–0,12 | 0,08–0,14 | 0,10–0,16 | 0,12–0,18 | 0,14–0,20 | 0,16–0,24 | 0,18–0,28 |
| 1 | 40 | 55 | 80 | mm/dev | 0,05–0,10 | 0,06–0,12 | 0,08–0,14 | 0,10–0,16 | 0,12–0,18 | 0,14–0,20 | 0,16–0,24 | 0,18–0,28 | |
| 2 | 40 | 55 | 80 | mm/dev | 0,05–0,10 | 0,06–0,12 | 0,08–0,14 | 0,10–0,16 | 0,12–0,18 | 0,14–0,20 | 0,16–0,24 | 0,18–0,28 | |
| 3 | 40 | 55 | 80 | mm/dev | 0,05–0,10 | 0,06–0,12 | 0,08–0,14 | 0,10–0,16 | 0,12–0,18 | 0,14–0,20 | 0,16–0,24 | 0,18–0,28 | |
| 4 | 40 | 55 | 80 | mm/dev | 0,05–0,08 | 0,05–0,10 | 0,06–0,12 | 0,08–0,14 | 0,10–0,16 | 0,12–0,18 | 0,14–0,22 | 0,16–0,24 | |
| 5 | 30 | 40 | 60 | mm/dev | 0,03–0,05 | 0,03–0,06 | 0,04–0,08 | 0,06–0,10 | 0,08–0,12 | 0,10–0,14 | 0,12–0,18 | 0,14–0,20 | |
| 6 | 30 | 40 | 60 | mm/dev | 0,03–0,05 | 0,03–0,06 | 0,04–0,08 | 0,06–0,10 | 0,08–0,12 | 0,10–0,14 | 0,12–0,18 | 0,14–0,20 | |
| M | 1 | 30 | 35 | 50 | mm/dev | 0,04–0,07 | 0,05–0,09 | 0,06–0,11 | 0,80–0,13 | 0,09–0,15 | 0,10–0,17 | 0,11–0,20 | 0,12–0,23 |
| 2 | 30 | 40 | 50 | mm/dev | 0,03–0,05 | 0,04–0,08 | 0,05–0,09 | 0,06–0,10 | 0,07–0,12 | 0,08–0,14 | 0,09–0,17 | 0,10–0,20 | |
| 3 | 25 | 30 | 40 | mm/dev | 0,03–0,05 | 0,04–0,08 | 0,05–0,09 | 0,06–0,10 | 0,07–0,12 | 0,08–0,14 | 0,09–0,17 | 0,10–0,20 | |
| K | 1 | 60 | 90 | 120 | mm/dev | 0,06–0,12 | 0,08–0,14 | 0,10–0,16 | 0,12–0,18 | 0,14–0,20 | 0,16–0,22 | 0,18–0,26 | 0,20–0,30 |
| 2 | 60 | 80 | 100 | mm/dev | 0,06–0,12 | 0,08–0,14 | 0,10–0,16 | 0,12–0,18 | 0,14–0,20 | 0,16–0,22 | 0,18–0,26 | 0,20–0,30 | |
| 3 | 60 | 90 | 120 | mm/dev | 0,06–0,12 | 0,08–0,14 | 0,10–0,16 | 0,12–0,18 | 0,14–0,20 | 0,16–0,22 | 0,18–0,26 | 0,20–0,30 | |
| N | 1 | 90 | 230 | 270 | mm/dev | 0,06–0,13 | 0,08–0,15 | 0,10–0,18 | 0,12–0,25 | 0,15–0,28 | 0,18–0,32 | 0,20–0,34 | 0,22–0,38 |
| 2 | 90 | 220 | 270 | mm/dev | 0,06–0,13 | 0,08–0,15 | 0,10–0,18 | 0,12–0,25 | 0,15–0,28 | 0,18–0,32 | 0,20–0,34 | 0,22–0,38 | |
| 3 | 90 | 180 | 225 | mm/dev | 0,06–0,13 | 0,08–0,15 | 0,10–0,18 | 0,12–0,25 | 0,15–0,28 | 0,18–0,32 | 0,20–0,34 | 0,22–0,38 | |
| 4 | 90 | 130 | 270 | mm/dev | 0,06–0,13 | 0,08–0,15 | 0,10–0,18 | 0,12–0,25 | 0,15–0,28 | 0,18–0,32 | 0,20–0,34 | 0,22–0,38 | |
| S | 1 | 20 | 25 | 30 | mm/dev | 0,03–0,05 | 0,04–0,07 | 0,05–0,09 | 0,06–0,10 | 0,07–0,11 | 0,08–0,13 | 0,09–0,16 | 0,10–0,20 |
| 2 | 10 | 20 | 30 | mm/dev | 0,03–0,05 | 0,04–0,07 | 0,05–0,09 | 0,06–0,10 | 0,07–0,11 | 0,08–0,13 | 0,09–0,16 | 0,10–0,20 | |
| 3 | 20 | 25 | 40 | mm/dev | 0,03–0,05 | 0,04–0,07 | 0,05–0,09 | 0,06–0,10 | 0,07–0,11 | 0,08–0,13 | 0,09–0,16 | 0,10–0,20 | |
| 4 | 20 | 25 | 50 | mm/dev | 0,03–0,05 | 0,04–0,07 | 0,05–0,09 | 0,06–0,10 | 0,07–0,11 | 0,08–0,13 | 0,09–0,16 | 0,10–0,20 | |