
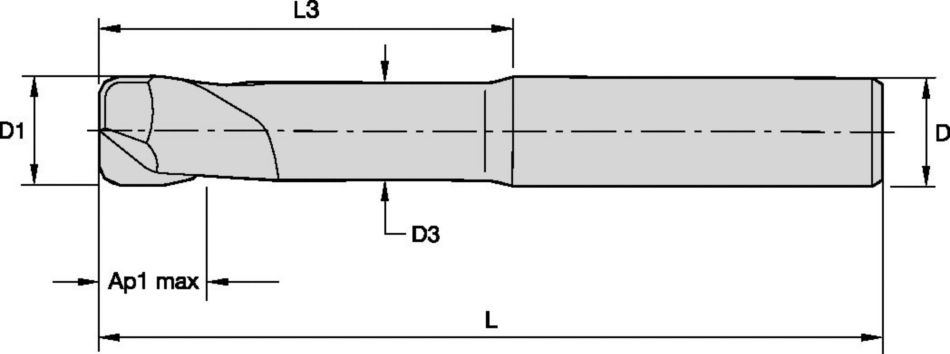
MaxiMet™ • Square End • 2 Flutes • Wiper Facet • Necked • Plain Shank • Inch
MaxiMet™ Solid Carbide End Mill for Roughing and Finishing of Aluminum
특징 및 장점
- MaxiMet™ solid carbide end mills are very effective in thin wall applications.
- Centre cutting for plunging and ramping operations.
- Wiper facet, unique end gash, and unique flute geometry provide optimum surface finishes.
사용 및 응용 분야
램핑: 블랭크
슬로팅: 스퀘어 엔드
사이드 밀링/숄더 밀링: 스퀘어 엔드
공구 치수: 플루트 구성: 2
헬릭스각: 45°
코너 스타일: 코너R
코너 스타일: 스퀘어 엔드


