Welcome
Please confirm your preferences
Update Preferences
Product Suggestions
Product Family suggestions
Contact a Kennametal Expert
Customer Support
Find customer support centers around the globe.
Hi, User Name
Your Selected Account:
There is an issue with your account. Please contact customer support.
Sold To Account
Change Account
Ship To Account
Change Account
- Dashboard
- Manage Orders
- Manage Channels
- Address Book
-
Notifications
Mark all as read - Change Password
- My Profile
- Sign Out
Item(s)
successfully added to cart
View Cart
View Cart
Save on High-Quality Tools Before Time Runs Out
Shop Now!
Contact a Kennametal Expert
Customer Support
Find customer support centers around the globe.
Item(s)
successfully added to cart
View Cart
View Cart
Editing Solution
Adding Solution
Solution Name: {{SolutionName}}- Products
- /
- Drill Fix side inserts • DFR-GD Geometry
Product Similar To: [Product Name]
Sending to SolidCAM in progress...
Downloaded file will be available after import in the SolidCAM tool library.

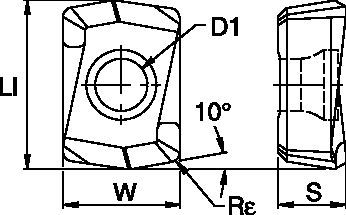
Drill Fix side inserts • DFR-GD Geometry
KSEM PLUS™ A1 Heads • Drill Fix™ DFR Inserts
Features and benefits
- Rectangular shaped Drill Fix™ DFR cutting inserts offer the highest feed rates for smaller sized KSEM PLUS™ systems on A1 heads.
- KCU25™ grade has high metal removal rates. With its advanced TiCN-Al-CVD coating, it excels with superior tool life in stable working conditions.
- KCU40™ is your first choice for high reliability when machining most materials for applications with medium cutting speeds. It features a multilayered TiAlN-PVD coating, providing high wear resistance in challenging conditions.
- 2 indexable cutting edges.
Warnings • Drill Fix DFR
| WARNING During through-hole operations, a slug or disc is produced as the tool breaks through the workpiece. When the drill is stationary and the workpiece is rotating, this slug may be hurled from the chuck by centrifugal force. Provide adequate shielding to protect bystanders. |
Dimensions • DFR Whistle Notch (WD) Shank
| D | LS |
| 20 | 45 |
| 25 | 45 |
| 32 | 58 |
Dimensions • DFR Weldon Shank • DIN 1835-1 Form B
| D | LS |
| 20 | 50 |
Dimensions • DFR Flanged Shank
| D | LS |
| 20 | 50 |
| Material
|
Condition | Pocket Seat | Geometry | Grade | Cutting Speed
|
|||||
| Range
|
Recommended Feed Rate (fz) by Diameter | |||||||||
| Min | Starting Value | Max | Tool Diameter (in) | DFR04 .813"-1.00" | ||||||
| N | 1 | S | O | ST | KD1425 | 1300 | 2362 | 2760 | ipr | .002–.003 |
| I | ST | KD1425 | 1300 | 2362 | 2760 | ipr | .002–.003 | |||
| 2 | S | O | ST | KD1425 | 1209 | 2197 | 2567 | ipr | .005–.007 | |
| I | ST | KD1425 | 1209 | 2197 | 2567 | ipr | .005–.007 | |||
| 3 | S | O | ST | KD1425 | 1118 | 2032 | 2374 | ipr | .005–.007 | |
| I | ST | KD1425 | 1118 | 2032 | 2374 | ipr | .005–.007 | |||
| 4 | S | O | ST | KD1425 | 1560 | 2362 | 2760 | ipr | .005–.007 | |
| I | ST | KD1425 | 1560 | 2362 | 2760 | ipr | .005–.007 | |||
| Cutting Speed
|
||||||||||
| Range
|
Recommended Feed Rate (fz) by Diameter | |||||||||
| Material
|
Condition | Pocket Seat | Geometry | Grade | Min | Starting Value | Max | Tool Diameter (in) | DFR04 .813"-1.00" | |
| N | 1 | S | O | ST | KD1425 | 1300 | 2362 | 2760 | ipr | .002–.003 |
| 1 | S | I | ST | KD1425 | 1300 | 2362 | 2760 | ipr | .002–.003 | |
| 2 | S | O | ST | KD1425 | 1209 | 2197 | 2567 | ipr | .005–.007 | |
| 2 | S | I | ST | KD1425 | 1209 | 2197 | 2567 | ipr | .005–.007 | |
| 3 | S | O | ST | KD1425 | 1118 | 2032 | 2374 | ipr | .005–.007 | |
| 3 | S | I | ST | KD1425 | 1118 | 2032 | 2374 | ipr | .005–.007 | |
| 4 | S | O | ST | KD1425 | 1560 | 2362 | 2760 | ipr | .005–.007 | |
| 4 | S | I | ST | KD1425 | 1560 | 2362 | 2760 | ipr | .005–.007 | |
| Metric | ||||||||||||
| Material
|
Condition | Pocket Seat | Geometry | Grade | Cutting Speed
|
Recommended Feed Rate (fz) by Diameter | ||||||
| Range
|
||||||||||||
| Min | Starting Value | Max | Ø | DFR02... 12,50–16,00mm | DFR03... 16,50–20,00mm | DFR04... 20,50–24,00mm | ||||||
| P | 1 | S | O | MD | KCU25 | 310 | 325 | 360 | mm/r | 0,09–0,15 | 0,11–0,18 | 0,15–0,25 |
| I | MD | KC7140 | ||||||||||
| U | O | MD | KCU40 | 200 | 215 | 230 | mm/r | 0,09–0,15 | 0,11–0,18 | 0,15–0,25 | ||
| I | MD | KC7140 | ||||||||||
| I | O | MD | KC7140 | 130 | 135 | 150 | mm/r | 0,09–0,15 | 0,11–0,18 | 0,15–0,25 | ||
| I | MD | KC7140 | ||||||||||
| 2 | S | O | GD | KCPK10 | 310 | 325 | 360 | mm/r | 0,09–0,15 | 0,11–0,18 | 0,15–0,25 | |
| I | LD | KC7140 | ||||||||||
| U | O | GD | KCU40 | 200 | 215 | 230 | mm/r | 0,09–0,15 | 0,11–0,18 | 0,15–0,25 | ||
| I | LD | KC7140 | ||||||||||
| I | O | MD | KC7140 | 130 | 135 | 150 | mm/r | 0,09–0,15 | 0,11–0,18 | 0,15–0,25 | ||
| I | LD | KC7140 | ||||||||||
| 3 | S | O | GD | KCPK10 | 260 | 285 | 320 | mm/r | 0,09–0,15 | 0,11–0,18 | 0,15–0,25 | |
| I | LD | KC7140 | ||||||||||
| U | O | GD | KCU40 | 180 | 195 | 220 | mm/r | 0,09–0,15 | 0,11–0,18 | 0,15–0,25 | ||
| I | LD | KC7140 | ||||||||||
| I | O | GD | KC7140 | 110 | 120 | 140 | mm/r | 0,09–0,15 | 0,11–0,18 | 0,15–0,25 | ||
| I | LD | KC7140 | ||||||||||
| 4 | S | O | GD | KCU25 | 220 | 250 | 300 | mm/r | 0,09–0,15 | 0,11–0,18 | 0,15–0,25 | |
| I | LD | KC7140 | ||||||||||
| U | O | GD | KCU40 | 150 | 180 | 220 | mm/r | 0,09–0,15 | 0,11–0,18 | 0,15–0,25 | ||
| I | LD | KC7140 | ||||||||||
| I | O | GD | KC7140 | 90 | 110 | 140 | mm/r | 0,09–0,15 | 0,11–0,18 | 0,15–0,25 | ||
| I | LD | KC7140 | ||||||||||
| 5 | S | O | GD | KCU25 | 180 | 200 | 220 | mm/r | 0,07–0,13 | 0,09–0,15 | 0,11–0,18 | |
| I | LD | KC7140 | ||||||||||
| U | O | GD | KCU40 | 120 | 135 | 150 | mm/r | 0,07–0,13 | 0,09–0,15 | 0,11–0,18 | ||
| I | LD | KC7140 | ||||||||||
| I | O | GD | KC7140 | 70 | 85 | 100 | mm/r | 0,07–0,13 | 0,09–0,15 | 0,11–0,18 | ||
| I | LD | KC7140 | ||||||||||
| 6 | S | O | GD | KCU25 | 180 | 200 | 220 | mm/r | 0,07–0,13 | 0,09–0,15 | 0,11–0,18 | |
| I | LD | KC7140 | ||||||||||
| U | O | GD | KCU40 | 120 | 135 | 150 | mm/r | 0,07–0,13 | 0,09–0,15 | 0,11–0,18 | ||
| I | LD | KC7140 | ||||||||||
| I | O | GD | KC7140 | 70 | 85 | 100 | mm/r | 0,07–0,13 | 0,09–0,15 | 0,11–0,18 | ||
| I | LD | KC7140 | ||||||||||
| M | 1 | S | O | MD | KC7140 | 150 | 190 | 230 | mm/r | 0,07–0,13 | 0,08–0,16 | 0,10–0,18 |
| I | MD | KC7140 | ||||||||||
| U | O | MD | KC7140 | 100 | 130 | 160 | mm/r | 0,07–0,13 | 0,08–0,16 | 0,10–0,18 | ||
| I | MD | KC7140 | ||||||||||
| I | O | MD | KC7140 | 60 | 80 | 100 | mm/r | 0,07–0,13 | 0,08–0,16 | 0,10–0,18 | ||
| I | MD | KC7140 | ||||||||||
| 2 | S | O | MD | KC7140 | 150 | 180 | 210 | mm/r | 0,07–0,13 | 0,08–0,16 | 0,10–0,18 | |
| I | MD | KC7140 | ||||||||||
| U | O | MD | KC7140 | 100 | 130 | 160 | mm/r | 0,07–0,13 | 0,08–0,16 | 0,10–0,18 | ||
| I | MD | KC7140 | ||||||||||
| I | O | MD | KC7140 | 60 | 80 | 100 | mm/r | 0,07–0,13 | 0,08–0,16 | 0,10–0,18 | ||
| I | MD | KC7140 | ||||||||||
| 3 | S | O | MD | KC7140 | 100 | 130 | 160 | mm/r | 0,07–0,13 | 0,08–0,16 | 0,10–0,18 | |
| I | MD | KC7140 | ||||||||||
| U | O | MD | KC7140 | 80 | 110 | 140 | mm/r | 0,07–0,13 | 0,08–0,16 | 0,10–0,18 | ||
| I | MD | KC7140 | ||||||||||
| I | O | MD | KC7140 | 50 | 70 | 90 | mm/r | 0,07–0,13 | 0,08–0,16 | 0,10–0,18 | ||
| I | MD | KC7140 | ||||||||||
| Metric | ||||||||||||
| Cutting Speed
|
||||||||||||
| Range
|
Recommended Feed Rate (fz) by Diameter | |||||||||||
| Material
|
Condition | Pocket Seat | Geometry | Grade | Min | Starting Value | Max | Ø | DFR02... 12,50–16,00mm | DFR03... 16,50–20,00mm | DFR04... 20,50–24,00mm | |
| P | 1 | S | O | MD | KCU25 | 310 | 325 | 360 | mm/r | 0,09–0,15 | 0,11–0,18 | 0,15–0,25 |
| 1 | S | I | MD | KC7140 | 310 | 325 | 360 | mm/r | 0,09–0,15 | 0,11–0,18 | 0,15–0,25 | |
| 1 | U | O | MD | KCU40 | 200 | 215 | 230 | mm/r | 0,09–0,15 | 0,11–0,18 | 0,15–0,25 | |
| 1 | U | I | MD | KC7140 | 200 | 215 | 230 | mm/r | 0,09–0,15 | 0,11–0,18 | 0,15–0,25 | |
| 1 | I | O | MD | KC7140 | 130 | 135 | 150 | mm/r | 0,09–0,15 | 0,11–0,18 | 0,15–0,25 | |
| 1 | I | I | MD | KC7140 | 130 | 135 | 150 | mm/r | 0,09–0,15 | 0,11–0,18 | 0,15–0,25 | |
| 2 | S | O | GD | KCPK10 | 310 | 325 | 360 | mm/r | 0,09–0,15 | 0,11–0,18 | 0,15–0,25 | |
| 2 | S | I | LD | KC7140 | 310 | 325 | 360 | mm/r | 0,09–0,15 | 0,11–0,18 | 0,15–0,25 | |
| 2 | U | O | GD | KCU40 | 200 | 215 | 230 | mm/r | 0,09–0,15 | 0,11–0,18 | 0,15–0,25 | |
| 2 | U | I | LD | KC7140 | 200 | 215 | 230 | mm/r | 0,09–0,15 | 0,11–0,18 | 0,15–0,25 | |
| 2 | I | O | MD | KC7140 | 130 | 135 | 150 | mm/r | 0,09–0,15 | 0,11–0,18 | 0,15–0,25 | |
| 2 | I | I | LD | KC7140 | 130 | 135 | 150 | mm/r | 0,09–0,15 | 0,11–0,18 | 0,15–0,25 | |
| 3 | S | O | GD | KCPK10 | 260 | 285 | 320 | mm/r | 0,09–0,15 | 0,11–0,18 | 0,15–0,25 | |
| 3 | S | I | LD | KC7140 | 260 | 285 | 320 | mm/r | 0,09–0,15 | 0,11–0,18 | 0,15–0,25 | |
| 3 | U | O | GD | KCU40 | 180 | 195 | 220 | mm/r | 0,09–0,15 | 0,11–0,18 | 0,15–0,25 | |
| 3 | U | I | LD | KC7140 | 180 | 195 | 220 | mm/r | 0,09–0,15 | 0,11–0,18 | 0,15–0,25 | |
| 3 | I | O | GD | KC7140 | 110 | 120 | 140 | mm/r | 0,09–0,15 | 0,11–0,18 | 0,15–0,25 | |
| 3 | I | I | LD | KC7140 | 110 | 120 | 140 | mm/r | 0,09–0,15 | 0,11–0,18 | 0,15–0,25 | |
| 4 | S | O | GD | KCU25 | 220 | 250 | 300 | mm/r | 0,09–0,15 | 0,11–0,18 | 0,15–0,25 | |
| 4 | S | I | LD | KC7140 | 220 | 250 | 300 | mm/r | 0,09–0,15 | 0,11–0,18 | 0,15–0,25 | |
| 4 | U | O | GD | KCU40 | 150 | 180 | 220 | mm/r | 0,09–0,15 | 0,11–0,18 | 0,15–0,25 | |
| 4 | U | I | LD | KC7140 | 150 | 180 | 220 | mm/r | 0,09–0,15 | 0,11–0,18 | 0,15–0,25 | |
| 4 | I | O | GD | KC7140 | 90 | 110 | 140 | mm/r | 0,09–0,15 | 0,11–0,18 | 0,15–0,25 | |
| 4 | I | I | LD | KC7140 | 90 | 110 | 140 | mm/r | 0,09–0,15 | 0,11–0,18 | 0,15–0,25 | |
| 5 | S | O | GD | KCU25 | 180 | 200 | 220 | mm/r | 0,07–0,13 | 0,09–0,15 | 0,11–0,18 | |
| 5 | S | I | LD | KC7140 | 180 | 200 | 220 | mm/r | 0,07–0,13 | 0,09–0,15 | 0,11–0,18 | |
| 5 | U | O | GD | KCU40 | 120 | 135 | 150 | mm/r | 0,07–0,13 | 0,09–0,15 | 0,11–0,18 | |
| 5 | U | I | LD | KC7140 | 120 | 135 | 150 | mm/r | 0,07–0,13 | 0,09–0,15 | 0,11–0,18 | |
| 5 | I | O | GD | KC7140 | 70 | 85 | 100 | mm/r | 0,07–0,13 | 0,09–0,15 | 0,11–0,18 | |
| 5 | I | I | LD | KC7140 | 70 | 85 | 100 | mm/r | 0,07–0,13 | 0,09–0,15 | 0,11–0,18 | |
| 6 | S | O | GD | KCU25 | 180 | 200 | 220 | mm/r | 0,07–0,13 | 0,09–0,15 | 0,11–0,18 | |
| 6 | S | I | LD | KC7140 | 180 | 200 | 220 | mm/r | 0,07–0,13 | 0,09–0,15 | 0,11–0,18 | |
| 6 | U | O | GD | KCU40 | 120 | 135 | 150 | mm/r | 0,07–0,13 | 0,09–0,15 | 0,11–0,18 | |
| 6 | U | I | LD | KC7140 | 120 | 135 | 150 | mm/r | 0,07–0,13 | 0,09–0,15 | 0,11–0,18 | |
| 6 | I | O | GD | KC7140 | 70 | 85 | 100 | mm/r | 0,07–0,13 | 0,09–0,15 | 0,11–0,18 | |
| 6 | I | I | LD | KC7140 | 70 | 85 | 100 | mm/r | 0,07–0,13 | 0,09–0,15 | 0,11–0,18 | |
DFR™ • PCD • Metric
| Inch | ||||||||||
| Material
|
Condition | Pocket Seat | Geometry | Grade | Cutting Speed
|
Recommended Feed Rate (fz) by Diameter | ||||
| Range
|
||||||||||
| Min | Starting Value | Max | Ø | DFR04 .813–1.00" | ||||||
| N | 1 | S | O | ST | KD1425 | 1300 | 2362 | 2760 | IPR | .002–.003 |
| I | ST | KD1425 | ||||||||
| 2 | S | O | ST | KD1425 | 1209 | 2197 | 2567 | IPR | .005–.007 | |
| I | ST | KD1425 | ||||||||
| 3 | S | O | ST | KD1425 | 1118 | 2032 | 2374 | IPR | .005–.007 | |
| I | ST | KD1425 | ||||||||
| 4 | S | O | ST | KD1425 | 1560 | 2362 | 2760 | IPR | .005–.007 | |
| I | ST | KD1425 | ||||||||
| 5 | S | O | ST | KD1425 | 1575 | 2362 | 2834 | IPR | .002–.003 | |
| I | ST | KD1425 | ||||||||
| Metric | ||||||||||
| Material
|
Condition | Pocket Seat | Geometry | Grade | Cutting Speed
|
Recommended Feed Rate (fz) by Diameter | ||||
| Range
|
||||||||||
| Min | Starting Value | Max | Ø | DFR04 20,50–24,00mm | ||||||
| N | 1 | S | O | ST | KD1425 | 396 | 720 | 841 | mm/r | 0,06–0,08 |
| I | ST | KD1425 | ||||||||
| 2 | S | O | ST | KD1425 | 369 | 670 | 782 | mm/r | 0,12–0,18 | |
| I | ST | KD1425 | ||||||||
| 3 | S | O | ST | KD1425 | 341 | 619 | 723 | mm/r | 0,12–0,18 | |
| I | ST | KD1425 | ||||||||
| 4 | S | O | ST | KD1425 | 475 | 720 | 841 | mm/r | 0,12–0,18 | |
| I | ST | KD1425 | ||||||||
| 5 | S | O | ST | KD1425 | 480 | 720 | 864 | mm/r | 0,06–0,08 | |
| I | ST | KD1425 | ||||||||
| Metric | ||||||||||
| Cutting Speed
|
||||||||||
| Range
|
Recommended Feed Rate (fz) by Diameter | |||||||||
| Material
|
Condition | Pocket Seat | Geometry | Grade | Min | Starting Value | Max | Ø | DFR04 20,50–24,00 mm | |
| N | 1 | S | O | ST | KD1425 | 396 | 720 | 841 | mm/r | 0,06–0,08 |
| 1 | S | I | ST | KD1425 | 396 | 720 | 841 | mm/r | 0,06–0,08 | |
| 2 | S | O | ST | KD1425 | 369 | 670 | 782 | mm/r | 0,12–0,18 | |
| 2 | S | I | ST | KD1425 | 369 | 670 | 782 | mm/r | 0,12–0,18 | |
| 3 | S | O | ST | KD1425 | 341 | 619 | 723 | mm/r | 0,12–0,18 | |
| 3 | S | I | ST | KD1425 | 341 | 619 | 723 | mm/r | 0,12–0,18 | |
| 4 | S | O | ST | KD1425 | 475 | 720 | 841 | mm/r | 0,12–0,18 | |
| 4 | S | I | ST | KD1425 | 475 | 720 | 841 | mm/r | 0,12–0,18 | |
| 5 | S | O | ST | KD1425 | 480 | 720 | 864 | mm/r | 0,06–0,08 | |
| 5 | S | I | ST | KD1425 | 480 | 720 | 864 | mm/r | 0,06–0,08 | |